Last updated: July 3, 2026
Quick Answer
Aerospace manufacturing demands nitrile gloves that meet strict ESD (electrostatic discharge) compliance standards, typically surface resistivity between 10^4 to 10^11 ohms, and particle shedding limits below 100 particles per glove for ISO Class 5 cleanrooms. These specialized gloves must carry certifications including ANSI/ESD S20.20, ISO 16750, and ASTM D257 to protect sensitive avionics and composite materials during aircraft assembly. Regular nitrile gloves fail aerospace requirements because they lack ESD properties and shed excessive particles that contaminate precision components.
Key Takeaways
- Aerospace-grade nitrile gloves must meet surface resistivity standards of 10^4 to 10^11 ohms per ANSI/ESD S20.20 to prevent electrostatic discharge damage to sensitive electronics
- Particle shedding limits for cleanroom aerospace work typically require fewer than 100 particles (0.5 microns or larger) per glove for ISO Class 5 environments
- Powder-free formulations are mandatory in aerospace manufacturing because powder residue contaminates composite materials and optical components
- Required certifications include ANSI/ESD S20.20, ISO 16750, ASTM D257 for ESD properties, and IEST-RP-CC005 for cleanroom compatibility
- Nitrile gloves outperform latex and vinyl alternatives in aerospace due to superior chemical resistance, lower allergenic risk, and better puncture resistance
- Glove change frequency during aircraft assembly ranges from every 2-4 hours for general work to every 30-60 minutes for critical avionics installation
- Common selection mistakes include choosing consumer-grade nitrile gloves, ignoring lot-specific particle testing, and failing to verify ESD decay time specifications
- Specialized aerospace nitrile gloves cost 3-5 times more than standard nitrile but prevent costly component failures and rework

What Are ESD-Compliant Nitrile Gloves for Aerospace?
ESD-compliant nitrile gloves for aerospace are specialized hand protection products formulated with conductive or static-dissipative materials that safely channel electrostatic charges away from sensitive electronic components. These gloves maintain surface resistivity between 10^4 and 10^11 ohms, preventing sudden discharge events that can damage microprocessors, sensors, and avionics systems during aircraft assembly and maintenance.
The aerospace industry adopted ESD-safe gloves after documenting millions of dollars in component failures traced to static discharge during the 1990s. Modern aerospace-grade nitrile gloves incorporate carbon or metal-oxide particles into the polymer matrix, creating controlled pathways for static electricity dissipation.
Key characteristics of aerospace ESD nitrile gloves:
- Surface resistivity: Must fall within the static-dissipative range (10^6 to 10^11 ohms) or conductive range (10^4 to 10^6 ohms) depending on application
- Charge decay time: Typically less than 2 seconds from 1000V to 100V per ANSI/ESD STM11.11
- Material composition: Nitrile rubber blended with conductive carbon black or metal-oxide fillers at 2-8% concentration
- Thickness range: 4-6 mils (0.10-0.15mm) to balance dexterity with protection
- Cleanroom compatibility: Low particle generation and chemical extractables
Choose ESD-compliant nitrile gloves when working with flight control computers, radar systems, navigation equipment, or any component rated below 100V human body model (HBM) sensitivity. Standard nitrile gloves generate static charges exceeding 10,000V during normal use, sufficient to destroy modern aerospace electronics.
Do Nitrile Gloves Shed Particles in Cleanroom Environments?
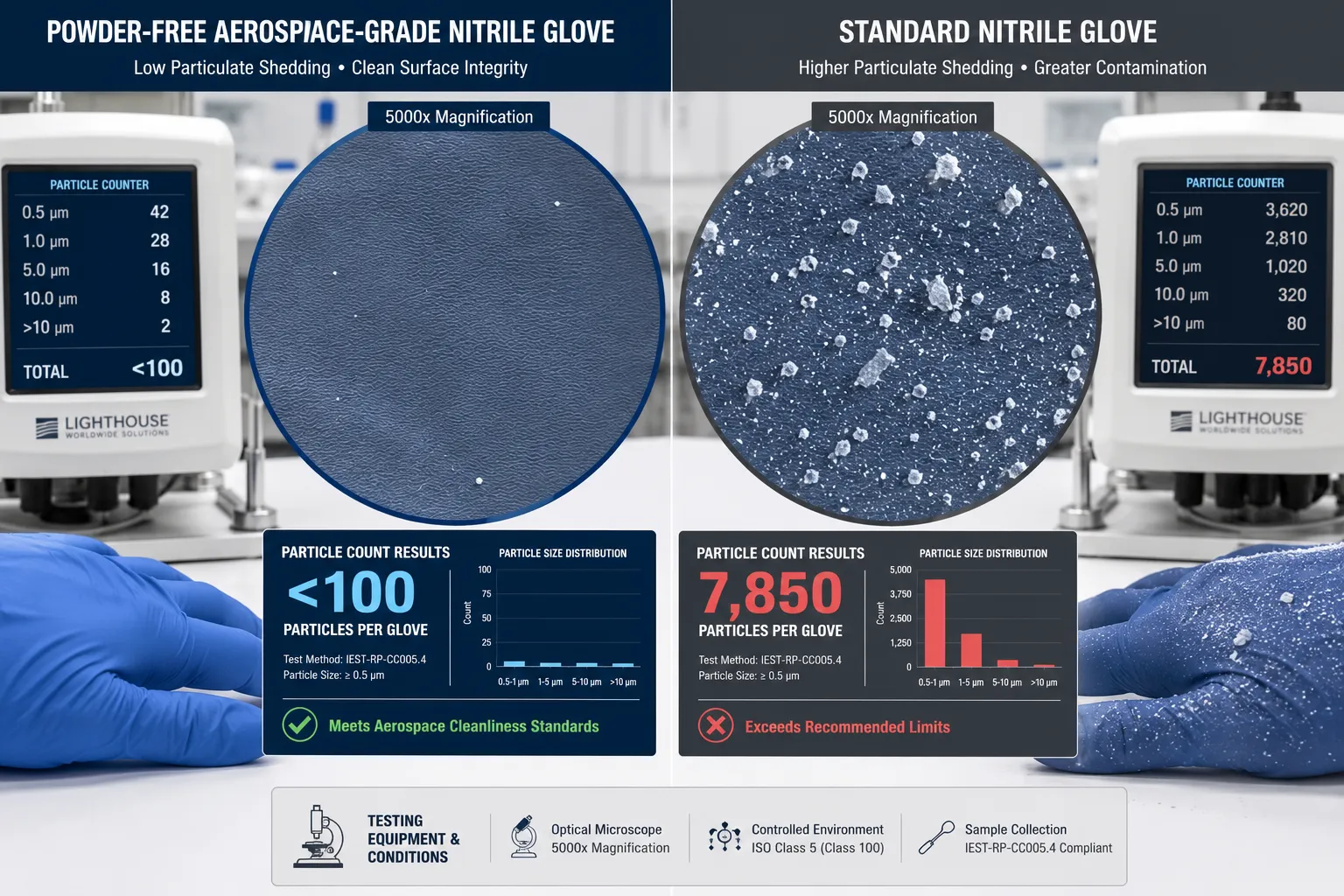
All nitrile gloves shed particles, but aerospace-grade formulations minimize shedding to meet stringent cleanroom requirements. Standard nitrile gloves shed 500-2,000 particles (0.5 microns or larger) per glove during typical use, while aerospace-grade versions shed fewer than 100 particles per glove through specialized manufacturing processes and polymer stabilization.
Particle shedding occurs through three mechanisms: surface abrasion during donning, friction during use, and polymer degradation from chemical exposure. Aerospace manufacturers combat shedding through double-washing production lines, gamma irradiation sterilization that cross-links polymer chains, and proprietary surface treatments that bind loose particles.
Particle shedding comparison by glove type:
| Glove Type | Particles Per Glove (≥0.5μm) | Cleanroom Class Suitable |
|---|---|---|
| Standard nitrile | 500-2,000 | ISO Class 8 or lower |
| Low-particle nitrile | 100-500 | ISO Class 6-7 |
| Aerospace-grade nitrile | 50-100 | ISO Class 5-6 |
| Ultra-clean nitrile | <50 | ISO Class 4-5 |
For aircraft composite layup and avionics assembly, ISO Class 5 cleanrooms (fewer than 3,520 particles ≥0.5μm per cubic meter) require gloves that contribute minimal contamination. A single operator wearing standard nitrile gloves can shed enough particles in one hour to exceed the entire room’s particle budget.
Common mistake: Assuming all powder-free nitrile gloves are low-shedding. Powder-free only means no cornstarch coating; the glove material itself still sheds particles unless specifically manufactured for cleanroom use. Always verify particle count testing per IEST-RP-CC005.3 before specifying gloves for aerospace cleanrooms.
Nitrile vs Latex Gloves for Aerospace Manufacturing: Which Is Better?
Nitrile gloves are superior to latex for aerospace manufacturing due to better chemical resistance, lower allergenic risk, and more consistent ESD properties. While latex offers slightly better elasticity and tactile sensitivity, nitrile’s resistance to jet fuel, hydraulic fluids, and solvents makes it the industry standard for aircraft assembly and maintenance work.
Aerospace manufacturers transitioned from latex to nitrile in the early 2000s after documenting latex protein contamination on optical components and increasing worker allergy incidents. Nitrile gloves also maintain their ESD properties more consistently across temperature ranges (-40°F to 180°F) compared to latex, which becomes insulative when cold.
Decision criteria for aerospace glove selection:
- Choose nitrile if: Working with fuels, oils, solvents, or adhesives; ESD protection required; latex allergies present in workforce; temperature extremes expected
- Choose latex if: Maximum tactile sensitivity needed for micro-assembly; no chemical exposure; verified latex-safe environment; cost constraints for non-critical applications
- Avoid latex when: Installing optical systems, working in cleanrooms below ISO Class 6, or handling composite materials sensitive to protein contamination
Nitrile’s synthetic polymer structure also allows more precise control over particle shedding and extractable chemicals compared to natural rubber latex. For critical aerospace applications, nitrile gloves can achieve extractable ion levels below 10 μg/cm² compared to 50-100 μg/cm² for latex.
For more information on nitrile glove composition and chemical resistance, specialized formulations continue advancing aerospace manufacturing capabilities.
What Certifications Do Aerospace Nitrile Gloves Need?
Aerospace nitrile gloves require multiple certifications covering ESD properties, cleanroom compatibility, and material safety. The mandatory certifications include ANSI/ESD S20.20 for electrostatic discharge control, ISO 16750 for cleanroom glove performance, ASTM D257 for surface resistivity measurement, and IEST-RP-CC005.3 for particle generation testing.
Major aerospace manufacturers including Boeing, Airbus, Lockheed Martin, and Northrop Grumman maintain approved product lists (APLs) that specify required certifications. Gloves lacking proper documentation face rejection during quality audits, potentially halting production lines.
Essential aerospace glove certifications:
- ANSI/ESD S20.20 – Establishes ESD control program requirements and surface resistivity limits (10^4 to 10^11 ohms)
- ASTM D257 – Standard test method for DC resistance or conductance of insulative materials
- ISO 16750 – Cleanroom gloves performance requirements and test methods
- IEST-RP-CC005.3 – Cleanroom glove particle generation testing protocol
- ASTM F1671 – Standard test method for resistance of materials used in protective clothing to penetration by blood-borne pathogens (when biohazard protection needed)
- FDA 21 CFR 177.2600 – Food contact compliance for gloves used in aircraft galley assembly
- EN 374 – European standard for chemical resistance (for international aerospace operations)
Additional aerospace-specific requirements:
- NASA-STD-8739.7 for spacecraft assembly cleanroom protocols
- MIL-PRF-105 for military aircraft maintenance gloves
- SAE AS9100 quality management system compliance from glove manufacturer
- Lot-specific Certificate of Conformance (CoC) documenting test results for each production batch
Certification testing must be performed by accredited third-party laboratories, not manufacturer self-testing. Look for test reports from facilities accredited to ISO/IEC 17025 standards. Certificates should include specific lot numbers, test dates within the past 12 months, and actual measured values, not just pass/fail statements.
Edge case: Some aerospace applications require additional outgassing testing per ASTM E595 to verify gloves won’t contaminate vacuum environments during spacecraft assembly. This applies primarily to satellite and space station component manufacturing.
How to Test Nitrile Gloves for Particle Shedding
Testing nitrile gloves for particle shedding requires controlled cleanroom conditions, calibrated particle counters, and standardized agitation protocols per IEST-RP-CC005.3. The standard test method involves donning gloves in an ISO Class 5 or cleaner environment, performing specified hand movements for 5 minutes, and measuring airborne particles with an optical particle counter positioned 12 inches from the hands.
Aerospace manufacturers typically conduct incoming inspection testing on random samples from each glove lot, testing 10-20 pairs per 10,000-glove shipment. In-house testing catches batch-to-batch variations that might pass manufacturer specifications but fail tighter aerospace requirements.
Step-by-step particle shedding test procedure:
- Environmental preparation – Stabilize cleanroom to ISO Class 5 or better; allow 30-minute air purge; verify particle counter calibration within past 6 months
- Baseline measurement – Record background particle count for 5 minutes with no personnel present; establish baseline below 3,520 particles/m³ (≥0.5μm)
- Glove donning – Test operator dons gloves using aseptic technique; avoid touching exterior surfaces; allow 2-minute stabilization period
- Agitation protocol – Perform standardized hand movements: 30 seconds finger flexing, 30 seconds palm rubbing, 30 seconds simulated assembly motions; repeat cycle for 5 minutes total
- Particle measurement – Position optical particle counter inlet 12 inches from hands; record particle counts in 0.5μm, 1.0μm, and 5.0μm size channels
- Data analysis – Calculate particles per glove by subtracting baseline, dividing by two (pair of gloves), and normalizing to standard air volume
- Pass/fail criteria – Compare results to specification limit (typically <100 particles ≥0.5μm per glove for aerospace applications)
Critical testing parameters:
- Air velocity: 90 ± 10 feet per minute (laminar flow)
- Temperature: 68-72°F (20-22°C)
- Relative humidity: 40-60%
- Particle counter flow rate: 1.0 cubic foot per minute (28.3 L/min)
- Sample size: Minimum 10 pairs per lot for statistical validity
Common testing mistakes: Testing gloves immediately after removal from packaging without allowing temperature equilibration causes artificially high particle counts. Allow gloves to reach room temperature for at least 4 hours before testing. Also, operator technique significantly affects results; use the same trained operator for consistency across test batches.
For aerospace applications requiring ISO Class 4 cleanrooms (satellite assembly), particle limits drop to fewer than 50 particles per glove, necessitating ultra-clean formulations and more rigorous testing protocols.

Are Powder-Free Nitrile Gloves Required for Aerospace Work?
Powder-free nitrile gloves are absolutely mandatory for aerospace manufacturing and assembly operations. Cornstarch powder used in traditional gloves contaminates composite materials, clogs precision hydraulic systems, interferes with adhesive bonding, and creates particle contamination in cleanroom environments. All major aerospace manufacturers explicitly prohibit powdered gloves in their facility standards.
The aerospace industry banned powdered gloves in the late 1990s after documenting contamination incidents including hydraulic valve failures, optical coating defects, and composite delamination traced to cornstarch residue. A single powdered glove can release 10,000-50,000 particles during donning, overwhelming cleanroom filtration systems.
Specific aerospace applications requiring powder-free gloves:
- Composite layup – Powder interferes with epoxy resin curing and creates voids in carbon fiber laminates
- Avionics assembly – Cornstarch particles cause short circuits and connector contamination
- Hydraulic system work – Powder clogs servo valves and contaminates hydraulic fluid
- Optical component installation – Powder creates coating defects on windows, lenses, and sensors
- Adhesive bonding – Powder prevents proper surface wetting and reduces bond strength by 30-50%
- Paint preparation – Powder creates surface defects requiring costly rework
Beyond particle contamination, cornstarch powder absorbs moisture and creates a breeding ground for microbial growth in aircraft environmental control systems. Powder residue on hands also transfers to tools, documentation, and equipment, spreading contamination throughout the facility.
Verification tip: Even gloves labeled “powder-free” should be tested for residual powder using the black cloth test. Rub the interior of the glove against black fabric; any white residue indicates powder presence. Aerospace-grade powder-free gloves should show zero visible residue.
Some aerospace facilities also prohibit chlorinated gloves (powder-free gloves treated with chlorine wash to reduce tack) because chlorine residue can corrode aluminum alloys and titanium components over time. Specify polymer-coated or fully washed powder-free nitrile gloves for aerospace applications.
What Causes Nitrile Gloves to Fail ESD Compliance?
Nitrile gloves fail ESD compliance when surface resistivity exceeds 10^11 ohms, typically caused by insufficient conductive filler content, moisture loss, chemical contamination, or manufacturing defects. The most common failure mode is conductive carbon black settling during storage, creating inconsistent resistivity across the glove surface and between production lots.
ESD properties in nitrile gloves depend on maintaining a continuous network of conductive particles throughout the polymer matrix. When this network breaks down, the glove becomes insulative and can generate static charges exceeding 10,000V during normal use, sufficient to damage sensitive aerospace electronics.
Primary causes of ESD compliance failure:
- Inadequate carbon loading – Conductive filler below 2% by weight fails to create percolation network; gloves test as insulative (>10^12 ohms)
- Moisture loss – Nitrile gloves rely partially on moisture for conductivity; storage in low humidity (<20% RH) for extended periods increases resistivity
- Chemical exposure – Silicone-based hand lotions, petroleum products, and some cleaners coat glove surfaces and block conductivity
- Manufacturing inconsistency – Poor mixing of carbon black creates hot spots with high resistivity; batch-to-batch variation exceeds specification limits
- Aging and oxidation – UV exposure and thermal cycling degrade polymer structure; gloves beyond 2-year shelf life often fail ESD testing
- Contamination during donning – Touching insulative materials (plastic bags, synthetic clothing) before grounding transfers charge to glove surface
Testing frequency to catch failures:
- Incoming inspection: Test 10 pairs per 10,000-glove lot
- In-process verification: Weekly spot checks of gloves in use
- Post-exposure testing: After chemical contact or suspected contamination
- Annual recertification: Full ESD testing of stored inventory approaching expiration
Troubleshooting high resistivity readings:
If gloves test above specification, first verify test equipment calibration and environmental conditions (40-60% RH, 68-72°F). Clean test electrodes with isopropyl alcohol and retest. If readings remain high, condition gloves in controlled humidity for 24 hours and retest. Persistent failures indicate material defects requiring lot rejection.
Edge case: Some aerospace facilities use ionized air blowers to neutralize static charges, leading personnel to assume ESD gloves aren’t necessary. This is incorrect. Ionization provides area protection but cannot prevent charge generation during direct contact with sensitive components. ESD gloves remain mandatory even in ionized environments.
For more information on what nitrile gloves protect against, understanding material limitations helps prevent compliance failures.
Where to Buy Certified Nitrile Gloves for Aerospace Manufacturing
Certified aerospace nitrile gloves are available through specialized industrial distributors, direct from manufacturers with aerospace certifications, and through approved vendor lists maintained by major aerospace companies. Reliable suppliers include Ansell (Microflex brand), Kimberly-Clark Professional (Kimtech brand), Showa, Honeywell, and Sempermed, all offering products with documented ESD and cleanroom certifications.
Purchasing aerospace-grade gloves requires more diligence than ordering standard nitrile gloves. Each lot must include a Certificate of Conformance (CoC) documenting ESD testing, particle counts, and quality system compliance. Avoid general-purpose suppliers who cannot provide lot-specific test data.
Recommended aerospace glove suppliers:
- Ansell Microflex 93-853 – ESD-safe, ISO Class 5 rated, ANSI/ESD S20.20 certified; widely used in avionics assembly
- Kimberly-Clark Kimtech G3 Sterling – Nitrile with low particle generation, NASA-approved for spacecraft work
- Showa 7005PF – Static-dissipative nitrile, chemical resistant, suitable for composite manufacturing
- Honeywell Rig Dog Thin Grip – ESD nitrile for aircraft maintenance, excellent dexterity
- Sempermed Supreme Plus – Cleanroom nitrile with low extractables, ISO 16750 certified
Purchasing checklist:
- Verify manufacturer holds AS9100 aerospace quality certification
- Request lot-specific CoC with actual test values (not just pass/fail)
- Confirm ESD testing per ASTM D257 within past 12 months
- Verify particle testing per IEST-RP-CC005.3 for your cleanroom class
- Check shelf life and manufacturing date (reject inventory older than 6 months)
- Establish minimum order quantities (aerospace gloves typically sold in cases of 1,000-10,000)
- Negotiate pricing (expect $0.30-$0.80 per glove for aerospace-grade vs $0.08-$0.15 for standard nitrile)
Distribution channels:
- Direct from manufacturer – Best for large volume (>100,000 gloves/year); allows custom specifications
- Authorized distributors – Grainger, MSC Industrial, Fastenal carry aerospace-certified lines with local inventory
- Aerospace specialty suppliers – Companies like Aerospace Lubricants Inc., Seton, and StaticTek focus exclusively on ESD and cleanroom products
- OEM-approved vendors – Boeing, Airbus, and Lockheed maintain preferred supplier lists; purchasing from these sources ensures compliance
Cost considerations: Aerospace-grade nitrile gloves cost 3-5 times more than standard nitrile but prevent component failures costing thousands of dollars. A $50,000 avionics module destroyed by ESD makes the $0.50 glove investment trivial. Budget $15,000-$25,000 annually per 100 assembly workers for aerospace-grade gloves.
Common mistake: Purchasing “ESD-safe” gloves from general suppliers without verifying aerospace-specific certifications. Many gloves marketed as ESD-safe meet electronics assembly standards but fail aerospace particle shedding requirements. Always verify both ESD and cleanroom certifications match your application needs.
Can Regular Nitrile Gloves Be Used in Aerospace or Do I Need Special Ones?
Regular nitrile gloves cannot be used in aerospace manufacturing because they lack ESD protection, shed excessive particles, and fail cleanroom compatibility requirements. Standard nitrile gloves generate static charges exceeding 15,000V, shed 500-2,000 particles per glove, and contain extractable chemicals that contaminate sensitive aerospace components. Specialized aerospace-grade nitrile gloves are mandatory for aircraft assembly, avionics work, and composite manufacturing.
The performance gap between regular and aerospace nitrile gloves is substantial. Regular nitrile gloves are designed for general industrial use, medical applications, or food handling where ESD protection and particle control are not critical. Aerospace applications demand gloves engineered specifically for electronics protection and cleanroom compatibility.
Critical differences between regular and aerospace nitrile gloves:
| Property | Regular Nitrile | Aerospace Nitrile |
|---|---|---|
| Surface resistivity | >10^12 ohms (insulative) | 10^4-10^11 ohms (ESD-safe) |
| Particle shedding | 500-2,000 per glove | <100 per glove |
| Cleanroom rating | Not rated | ISO Class 4-6 |
| Extractable ions | 50-200 μg/cm² | <10 μg/cm² |
| Certifications | FDA food contact, ASTM D6319 | ANSI/ESD S20.20, ISO 16750, IEST-RP-CC005 |
| Cost per glove | $0.08-$0.15 | $0.30-$0.80 |
| Manufacturing process | Standard dipping | Double-washed, gamma irradiated |
When regular nitrile gloves might be acceptable:
- Non-critical maintenance work on non-electronic components
- Paint masking and surface preparation (non-cleanroom)
- General facility cleaning and janitorial work
- Tool handling in non-ESD areas
- Administrative tasks and material handling outside production areas
When aerospace-grade gloves are mandatory:
- Any work within 12 inches of exposed circuit boards or electronic components
- Composite material handling and layup operations
- Hydraulic system assembly and maintenance
- Optical component installation and cleaning
- Adhesive bonding and surface preparation for bonding
- All work in ISO Class 8 or cleaner environments
- Handling of ESD-sensitive devices rated below 1,000V HBM
Risk of using regular gloves in aerospace applications:
A single ESD event from regular nitrile gloves can cause latent damage to microprocessors, reducing component lifespan from 20 years to 2-3 years. This creates warranty failures and safety risks when avionics systems fail prematurely in service. Particle contamination from regular gloves causes hydraulic valve failures, optical coating defects, and composite delamination, each requiring costly rework.
Verification method: If uncertain whether your application requires aerospace-grade gloves, consult the component manufacturer’s ESD sensitivity rating. Any component rated below 1,000V HBM (human body model) requires ESD-safe gloves. When in doubt, specify aerospace-grade gloves; the incremental cost is negligible compared to component replacement and rework expenses.
For workers concerned about potential allergic reactions to nitrile gloves, aerospace-grade formulations often use lower chemical accelerator content, reducing sensitization risk compared to standard nitrile.
Common Mistakes When Selecting Nitrile Gloves for Cleanroom Aerospace Work
The most common mistakes when selecting nitrile gloves for cleanroom aerospace work include choosing gloves based solely on price, ignoring lot-specific testing requirements, failing to verify both ESD and particle specifications, and selecting incorrect size ranges that compromise dexterity. These errors lead to component contamination, ESD damage, and production delays costing far more than proper glove selection would have.
Aerospace quality engineers report that improper glove selection accounts for 15-20% of cleanroom contamination events and 10-15% of ESD-related component failures. Most mistakes stem from treating gloves as commodity items rather than critical contamination control tools.
Top selection mistakes and how to avoid them:
Prioritizing cost over performance – Choosing cheapest gloves that meet minimum specifications ignores batch variation and quality consistency. Solution: Establish approved vendor list based on historical performance, not just initial certification.
Accepting manufacturer certifications without verification – Trusting generic test reports rather than demanding lot-specific Certificates of Conformance. Solution: Require CoC with actual test values for each production lot; conduct incoming inspection testing on random samples.
Ignoring particle shedding specifications – Focusing only on ESD properties while overlooking particle generation limits. Solution: Verify both ESD compliance (ANSI/ESD S20.20) and particle testing (IEST-RP-CC005.3) for your specific cleanroom class.
Selecting wrong thickness – Choosing thicker gloves (6-8 mils) for better durability sacrifices dexterity needed for precision assembly. Solution: Match thickness to task; use 4-5 mil for electronics assembly, 6-8 mil for composite work with sharp edges.
Overlooking chemical compatibility – Failing to verify glove resistance to specific chemicals used in aerospace processes. Solution: Review chemical permeation data for solvents, adhesives, and cleaning agents in your facility.
Inadequate size range – Stocking only medium and large sizes forces poor fit, reducing dexterity and increasing particle generation. Solution: Stock full size range (XS through XXL); conduct fit testing to determine size distribution for your workforce.
Ignoring shelf life – Purchasing large quantities to reduce unit cost results in gloves exceeding 2-year shelf life before use. Solution: Order quantities based on 6-month consumption; rotate stock using first-in-first-out (FIFO) system.
Mixing glove types – Using different glove brands or models within the same cleanroom creates inconsistent contamination control. Solution: Standardize on single glove model per cleanroom class; document in contamination control procedures.
Edge case mistake: Some facilities select gloves based on comfort and tactile sensitivity without considering that aerospace work often requires double-gloving (inner cotton liner plus outer nitrile glove) for extended wear. The outer glove must accommodate the liner without compromising fit. Specify gloves one size larger when double-gloving protocols are required.
Verification checklist before finalizing glove selection:
- Confirm gloves meet or exceed cleanroom class requirements (ISO Class 4, 5, 6, etc.)
- Verify ESD surface resistivity within 10^4 to 10^11 ohms
- Check particle shedding below application limit (<100 particles/glove for most aerospace work)
- Review chemical resistance for all process chemicals
- Validate powder-free formulation with zero residue
- Confirm manufacturer holds AS9100 aerospace quality certification
- Establish lot-specific testing and documentation requirements
- Conduct user trials with actual assembly tasks before full deployment
Cost-benefit analysis: While aerospace-grade gloves cost $0.30-$0.80 each compared to $0.08-$0.15 for standard nitrile, a single ESD-damaged avionics module ($10,000-$100,000) or contaminated composite part ($5,000-$50,000) justifies the investment. Calculate total cost of ownership including component failures, rework, and production delays, not just glove unit price.
How Often Should Nitrile Gloves Be Changed During Aircraft Assembly?
Nitrile gloves should be changed every 2-4 hours during general aircraft assembly work, every 1-2 hours for avionics installation, and every 30-60 minutes for critical cleanroom operations involving optical components or spacecraft assembly. Change frequency depends on contamination risk, ESD sensitivity of components being handled, and physical glove degradation from chemical exposure or mechanical stress.
Aerospace manufacturers establish glove change protocols based on contamination control requirements, worker comfort, and cost optimization. Changing gloves too infrequently risks contamination and ESD failures; changing too frequently wastes resources and disrupts workflow.
Glove change frequency by aerospace application:
- General airframe assembly – Every 4 hours or when visibly soiled, torn, or contaminated
- Composite layup – Every 2-3 hours; change immediately after resin contact or when gloves become tacky
- Avionics installation – Every 1-2 hours; change when moving between different electronic assemblies
- Hydraulic system work – Every 2 hours or immediately after fluid contact; verify no permeation
- Optical component handling – Every 30-60 minutes; change before touching each critical optical surface
- Spacecraft assembly – Every 30-60 minutes in ISO Class 4-5 cleanrooms; change when entering/exiting cleanroom
- Paint preparation – Every 2-3 hours or when solvent exposure causes swelling or softening
Mandatory glove change triggers:
- Visible contamination (dirt, oils, chemicals, particles)
- Physical damage (tears, punctures, excessive wear)
- Chemical exposure causing swelling, discoloration, or texture change
- After touching non-cleanroom surfaces (door handles, tools, documentation)
- When transitioning between different work areas or component types
- After removing and re-donning gloves (never reuse removed gloves)
- When ESD wrist strap is disconnected and reconnected
- After breaks, meals, or restroom use
Factors affecting change frequency:
- Task complexity – Intricate assembly work causes more mechanical stress and faster degradation
- Chemical exposure – Solvents, adhesives, and cleaning agents accelerate glove breakdown
- Temperature – Work in high-temperature areas (>85°F) increases hand perspiration and contamination risk
- Component sensitivity – More sensitive components require more frequent changes to minimize contamination accumulation
- Cleanroom class – Stricter cleanrooms require more frequent changes to maintain particle limits
Cost optimization strategy: Rather than using expensive aerospace-grade gloves for all tasks, implement a tiered approach. Use standard nitrile for non-critical work, mid-grade ESD gloves for general electronics handling, and premium aerospace-grade gloves only for critical cleanroom and high-sensitivity applications. This reduces glove costs by 30-40% while maintaining contamination control.
Worker training consideration: Establish clear visual cues for when to change gloves. Post reminder signs at workstations listing mandatory change triggers. Conduct quarterly training on proper glove donning, use, and disposal procedures. Track glove consumption rates by work area to identify potential contamination control issues or training gaps.
Edge case: Some aerospace facilities require glove changes every time a worker’s hands leave the immediate work area, even for brief periods. This ultra-conservative approach is common in spacecraft assembly and satellite manufacturing where contamination control is paramount. Balance contamination risk against workflow disruption and cost when establishing change frequency policies.
Do All Aerospace Companies Require ESD-Rated Gloves?
Not all aerospace companies require ESD-rated gloves for every operation, but all major aircraft manufacturers mandate ESD protection for electronics assembly, avionics installation, and work on static-sensitive components. Companies like Boeing, Airbus, Lockheed Martin, and Northrop Grumman maintain comprehensive ESD control programs requiring ESD-rated gloves whenever handling components rated below 1,000V human body model (HBM) sensitivity.
The requirement for ESD-rated gloves depends on the specific aerospace sector, component sensitivity, and company quality standards. Military aerospace contractors typically enforce stricter ESD requirements than commercial aviation maintenance facilities due to higher component costs and mission-critical reliability demands.
ESD glove requirements by aerospace sector:
- Commercial aircraft manufacturing (Boeing, Airbus) – Mandatory for avionics, flight controls, and electronic systems; optional for structural assembly
- Military aircraft (Lockheed Martin, Northrop Grumman, BAE Systems) – Mandatory for all electronics work; required for composite assembly on stealth aircraft
- Spacecraft and satellites (SpaceX, Blue Origin, Northrop Grumman Space) – Mandatory for all cleanroom operations; universal requirement due to extreme component sensitivity
- Aircraft maintenance and MRO – Required for avionics troubleshooting and component replacement; not typically required for structural repairs
- General aviation (Cessna, Gulfstream, Bombardier) – Required for glass cockpit and avionics work; less stringent for mechanical systems
Component sensitivity thresholds:
Most aerospace companies follow ANSI/ESD S20.20 guidelines establishing ESD protection requirements based on component sensitivity:
- <100V HBM – Extremely sensitive; requires full ESD protection including gloves, wrist straps, ESD flooring, and ionization
- 100-1,000V HBM – Sensitive; requires ESD gloves and wrist straps minimum
- 1,000-4,000V HBM – Moderately sensitive; ESD precautions recommended but not always mandatory
- >4,000V HBM – Low sensitivity; standard nitrile gloves typically acceptable
Exemptions and exceptions:
Some aerospace operations do not require ESD-rated gloves:
- Structural assembly work on non-electronic components (airframe, landing gear, control surfaces)
- Paint and coating application
- Mechanical system assembly (hydraulics, pneumatics) when no electronic sensors present
- Material handling and logistics operations
- Facility maintenance and cleaning
Verification requirement: Even when ESD gloves are not mandatory, aerospace companies typically require documentation proving the decision was based on component sensitivity analysis, not cost savings. Quality systems demand written justification for any deviation from ESD best practices.
Trend toward universal ESD protection: Modern aircraft incorporate electronics throughout the airframe, including sensors in composite structures, electronic actuators in flight controls, and distributed avionics. This proliferation of electronics drives aerospace companies toward universal ESD protection policies requiring ESD-rated gloves for all production and assembly operations, regardless of specific component being handled at any moment.
Supplier requirements: Aerospace companies extend ESD requirements to their supply chain. Tier 1 and Tier 2 suppliers manufacturing components for Boeing or Airbus must implement equivalent ESD control programs including ESD-rated gloves, even if the supplier’s other product lines don’t require such controls.
For facilities handling oil-contaminated environments common in aircraft maintenance, specialized nitrile formulations provide both ESD protection and chemical resistance.
What Is the Particle Count Limit for Aerospace-Grade Nitrile Gloves?
Aerospace-grade nitrile gloves must generate fewer than 100 particles (0.5 microns or larger) per glove for ISO Class 5 cleanrooms, fewer than 50 particles per glove for ISO Class 4 environments, and fewer than 500 particles per glove for ISO Class 6 applications. These limits ensure gloves contribute minimal contamination to the cleanroom particle budget while allowing normal assembly operations.
Particle count limits are established by correlating glove shedding rates with total cleanroom particle budgets. An ISO Class 5 cleanroom allows maximum 3,520 particles (≥0.5μm) per cubic meter of air. With 10-20 operators working in a typical aerospace cleanroom, each operator’s gloves must contribute less than 1% of the total particle budget to maintain classification.
Particle count limits by cleanroom class:
| ISO Class | Max Particles/m³ (≥0.5μm) | Glove Limit (particles/glove) | Typical Aerospace Application |
|---|---|---|---|
| ISO 4 | 352 | <50 | Spacecraft assembly, satellite optics |
| ISO 5 | 3,520 | <100 | Avionics assembly, precision optics |
| ISO 6 | 35,200 | <500 | Composite layup, general electronics |
| ISO 7 | 352,000 | <1,000 | Aircraft interior assembly |
| ISO 8 | 3,520,000 | <2,000 | Paint preparation, mechanical assembly |
Particle size considerations:
While 0.5 micron particles are the standard measurement threshold, aerospace applications involving optical components or semiconductor devices may specify tighter limits for smaller particles:
- ≥0.3μm particles – Critical for optical coatings and laser systems
- ≥0.5μm particles – Standard for most aerospace cleanroom work
- ≥1.0μm particles – Relevant for hydraulic systems and precision mechanical assemblies
- ≥5.0μm particles – Visible contamination affecting surface finishes
Testing methodology: Particle counts are measured using the IEST-RP-CC005.3 protocol, which involves donning gloves in a controlled cleanroom environment and performing standardized hand movements while measuring airborne particles with an optical particle counter. The test captures particles shed during both donning and normal use, providing a realistic assessment of contamination contribution.
Lot-to-lot variation: Even gloves from the same manufacturer can show significant batch variation in particle shedding. Aerospace facilities conducting incoming inspection testing often reject 5-10% of glove lots that pass manufacturer specifications but fail tighter in-house limits. This emphasizes the importance of lot-specific testing rather than relying solely on manufacturer certifications.
Practical implications: A technician wearing gloves that shed 100 particles per glove (200 particles total for both hands) working in a 1,000 cubic meter cleanroom contributes 0.2 particles/m³ to the particle count. With 20 technicians, glove contribution totals 4 particles/m³, well within the 3,520 particles/m³ limit for ISO Class 5. However, if those technicians wore standard nitrile gloves shedding 1,000 particles each, the contribution jumps to 40 particles/m³, consuming over 1% of the particle budget from gloves alone.
Edge case: Some aerospace applications involving composite materials with uncured resins require even stricter particle limits because particles become permanently embedded in the composite structure. These applications may specify <25 particles per glove despite working in ISO Class 6 cleanrooms, creating a mismatch between cleanroom classification and actual contamination control requirements.
Nitrile Gloves vs Vinyl Gloves for Electronics in Aerospace
Nitrile gloves are vastly superior to vinyl gloves for aerospace electronics work due to better ESD properties, lower particle shedding, superior chemical resistance, and higher durability. Vinyl gloves are not recommended for aerospace applications because they generate high static charges (>20,000V), shed excessive particles (>5,000 per glove), and lack the chemical resistance needed for solvents and cleaning agents used in electronics assembly.
The aerospace industry abandoned vinyl gloves in the 1990s after documenting numerous ESD failures and contamination incidents. While vinyl gloves cost 30-50% less than nitrile, their performance deficiencies make them unsuitable for any aerospace electronics application.
Performance comparison: nitrile vs vinyl for aerospace electronics
| Property | Nitrile (Aerospace-Grade) | Vinyl | Advantage |
|---|---|---|---|
| ESD protection | 10^4-10^11 ohms (compliant) | >10^13 ohms (insulative) | Nitrile |
| Static generation | <100V with grounding | >20,000V typical | Nitrile |
| Particle shedding | <100 particles/glove | >5,000 particles/glove | Nitrile |
| Chemical resistance | Excellent (solvents, oils) | Poor (degrades quickly) | Nitrile |
| Puncture resistance | 3-4x vinyl | Baseline | Nitrile |
| Tactile sensitivity | Good | Excellent | Vinyl |
| Cost per glove | $0.30-$0.80 | $0.05-$0.10 | Vinyl |
| Cleanroom rating | ISO Class 4-6 | Not rated | Nitrile |
Why vinyl fails in aerospace electronics:
- Insulative properties – Vinyl is an excellent electrical insulator, generating and holding static charges that damage sensitive electronics
- Plasticizer migration – Vinyl gloves contain phthalate plasticizers that migrate to surfaces, contaminating circuit boards and optical components
- Poor durability – Vinyl tears easily during assembly work, requiring frequent changes and creating particle contamination from torn glove fragments
- Chemical incompatibility – Isopropyl alcohol, flux removers, and other electronics cleaning solvents cause vinyl to swell and degrade
- High particle generation – Vinyl’s rigid structure sheds particles continuously during flexing and movement
Limited vinyl applications in aerospace:
Vinyl gloves may be acceptable for:
- Non-electronic material handling and logistics
- Administrative tasks and office work
- Food service in aircraft galleys (though nitrile is preferred)
- Temporary visitor gloves for facility tours
Never use vinyl gloves for:
- Any electronics assembly or testing
- Avionics installation or maintenance
- Cleanroom operations
- Composite material handling
- Optical component work
- Adhesive bonding or surface preparation
Cost-benefit analysis: While vinyl gloves cost $0.05-$0.10 compared to $0.30-$0.80 for aerospace nitrile, a single ESD-damaged circuit board ($500-$50,000) or contaminated optical component ($5,000-$100,000) eliminates any cost savings. The total cost of ownership for vinyl gloves in aerospace electronics is negative when component failures and rework are factored in.
Alternative consideration: For applications requiring maximum tactile sensitivity where ESD protection is needed, consider thin (4 mil) aerospace-grade nitrile gloves rather than vinyl. Modern nitrile formulations provide tactile sensitivity approaching vinyl while maintaining ESD compliance and contamination control.
For workers in industrial settings requiring both durability and protection, nitrile remains the only viable choice for aerospace electronics applications.
Frequently Asked Questions
What is the shelf life of aerospace-grade nitrile gloves?
Aerospace-grade nitrile gloves have a shelf life of 2-3 years when stored properly in cool, dry conditions (60-75°F, 40-60% relative humidity) away from direct sunlight and ozone sources. ESD properties and particle shedding characteristics degrade beyond this timeframe, requiring retesting before use. Always check manufacturing date codes and reject inventory older than 6 months at time of purchase.
Can I wash and reuse aerospace nitrile gloves to reduce costs?
No, aerospace nitrile gloves are designed for single-use only and must never be washed or reused. Washing disrupts the ESD properties, increases particle shedding, and introduces contamination from detergents and water minerals. Reusing gloves violates aerospace quality standards and creates unacceptable contamination and ESD risks. The cost savings from reuse are negligible compared to component damage risks.
Do aerospace nitrile gloves protect against chemical exposure?
Aerospace-grade nitrile gloves provide good protection against many chemicals including oils, greases, and mild solvents, but are not designed as primary chemical protective equipment. For extended chemical exposure or highly hazardous substances, consult chemical resistance charts and consider thicker industrial nitrile gloves (8-15 mils) rather than thin aerospace gloves (4-6 mils). Aerospace gloves prioritize dexterity and contamination control over chemical protection.
What causes the blue or black color in aerospace nitrile gloves?
The blue or black color in aerospace nitrile gloves comes from pigments and conductive carbon black added during manufacturing. Blue pigments provide high contrast against components for visual inspection, while black indicates carbon black content for ESD protection. Color does not affect performance; both blue and black gloves can meet aerospace specifications if properly formulated and tested.
Are aerospace nitrile gloves safe for workers with latex allergies?
Yes, nitrile gloves are latex-free and safe for workers with Type I latex protein allergies. However, some individuals develop Type IV contact dermatitis from chemical accelerators used in nitrile manufacturing. Aerospace-grade nitrile often uses lower accelerator content than standard nitrile, reducing sensitization risk. Workers with known nitrile sensitivity should consult occupational health before use or consider alternative materials like polyethylene.
How do I verify that gloves meet aerospace ESD requirements?
Verify aerospace ESD compliance by requesting lot-specific Certificates of Conformance showing actual surface resistivity test results per ASTM D257, not just pass/fail statements. Test results should show resistivity between 10^4 and 10^11 ohms measured at 100V. Conduct incoming inspection testing on random samples using a surface resistivity meter. Reject any lot lacking proper documentation or failing in-house verification testing.
Can aerospace nitrile gloves be used in high-temperature applications?
Aerospace nitrile gloves maintain ESD properties and integrity up to approximately 180°F (82°C) for brief periods, but are not designed for sustained high-temperature work. Extended exposure above 100°F accelerates polymer degradation and increases particle shedding. For high-temperature aerospace applications like composite curing or heat treatment, use specialized high-temperature gloves and change to nitrile gloves for subsequent handling of cooled components.
What is the difference between static-dissipative and conductive nitrile gloves?
Static-dissipative nitrile gloves have surface resistivity between 10^6 and 10^11 ohms and slowly dissipate static charges over 0.1-2.0 seconds. Conductive gloves have resistivity between 10^4 and 10^6 ohms and dissipate charges almost instantly (<0.1 seconds). Most aerospace applications use static-dissipative gloves because they provide adequate protection while minimizing shock hazard if workers contact live circuits. Conductive gloves are reserved for extremely sensitive components or explosive environments.
Do I need to wear ESD wrist straps if I’m wearing ESD gloves?
Yes, ESD wrist straps are still required even when wearing ESD gloves. Gloves protect components from static discharge through direct contact, but wrist straps continuously ground your body, preventing charge accumulation. Aerospace ESD control programs require both gloves and wrist straps for comprehensive protection. The gloves and wrist strap work together as a complete ESD protection system.
How should aerospace nitrile gloves be disposed of?
Dispose of aerospace nitrile gloves as general industrial waste unless contaminated with hazardous chemicals or materials. Gloves contaminated with solvents, adhesives, or hazardous substances require disposal per facility hazardous waste procedures and local regulations. Some aerospace facilities implement glove recycling programs, but only for uncontaminated gloves. Never dispose of gloves in cleanroom waste streams; remove to designated disposal areas outside controlled environments.
Can aerospace nitrile gloves be autoclaved or sterilized?
Most aerospace nitrile gloves cannot withstand autoclaving (250°F, 15 PSI steam) without degrading polymer structure and ESD properties. If sterile gloves are required for biomedical aerospace applications (life support systems, crew medical equipment), purchase pre-sterilized gloves treated with gamma irradiation or ethylene oxide. Standard aerospace nitrile gloves are manufactured in cleanrooms but are not sterile. For more information, see our guide on sterile vs nonsterile gloves.
What training is required for workers using aerospace nitrile gloves?
Workers using aerospace nitrile gloves require training on proper donning and doffing techniques, ESD grounding procedures, contamination control protocols, glove change frequency requirements, and recognition of glove damage or degradation. Training should be documented and refreshed annually. Most aerospace companies include glove use in broader ESD awareness and cleanroom protocol training programs. New employees typically receive 2-4 hours of hands-on training before working in controlled environments.
Conclusion
Selecting the right nitrile gloves for aerospace manufacturing requires careful attention to ESD compliance, particle shedding limits, and proper certifications. Aerospace-grade nitrile gloves must maintain surface resistivity between 10^4 and 10^11 ohms, shed fewer than 100 particles per glove for ISO Class 5 cleanrooms, and carry certifications including ANSI/ESD S20.20, ISO 16750, and IEST-RP-CC005.3. These specialized gloves cost 3-5 times more than standard nitrile but prevent costly component failures and contamination incidents.
The aerospace industry has moved decisively toward powder-free, low-particle nitrile formulations that protect both sensitive electronics and composite materials. Regular nitrile gloves cannot substitute for aerospace-grade products because they lack ESD protection and shed excessive particles. Similarly, vinyl gloves have no place in aerospace electronics work due to their insulative properties and high contamination potential.
Action steps for implementing aerospace nitrile glove programs:
- Conduct application assessment – Identify all operations requiring ESD protection and cleanroom compatibility; classify by component sensitivity and cleanroom class
- Establish specifications – Define required ESD properties, particle limits, chemical resistance, and certifications for each application category
- Qualify suppliers – Evaluate manufacturers holding AS9100 certification; request samples and conduct performance testing before large-scale purchasing
- Implement incoming inspection – Test random samples from each lot for ESD compliance and particle shedding; reject non-conforming lots
- Develop procedures – Document glove selection criteria, change frequency requirements, donning/doffing techniques, and disposal protocols
- Train workforce – Provide hands-on training covering ESD principles, contamination control, proper glove use, and quality requirements
- Monitor performance – Track glove-related contamination incidents, ESD failures, and worker feedback; adjust specifications and procedures as needed
- Maintain documentation – Retain Certificates of Conformance, test reports, and training records for quality audits and certification reviews
The investment in proper aerospace nitrile gloves pays dividends through reduced component failures, lower rework costs, and improved product reliability. As aircraft electronics become more sophisticated and sensitive, the importance of proper glove selection will only increase. Facilities that establish rigorous glove qualification and control programs today position themselves for success in tomorrow’s increasingly demanding aerospace manufacturing environment.
For additional guidance on nitrile glove selection for specialized applications, comprehensive resources help optimize protection across diverse aerospace operations.
SEO Meta Title: Aerospace Nitrile Gloves: ESD Compliance & Certification