Last updated: July 1, 2026
Quick Answer
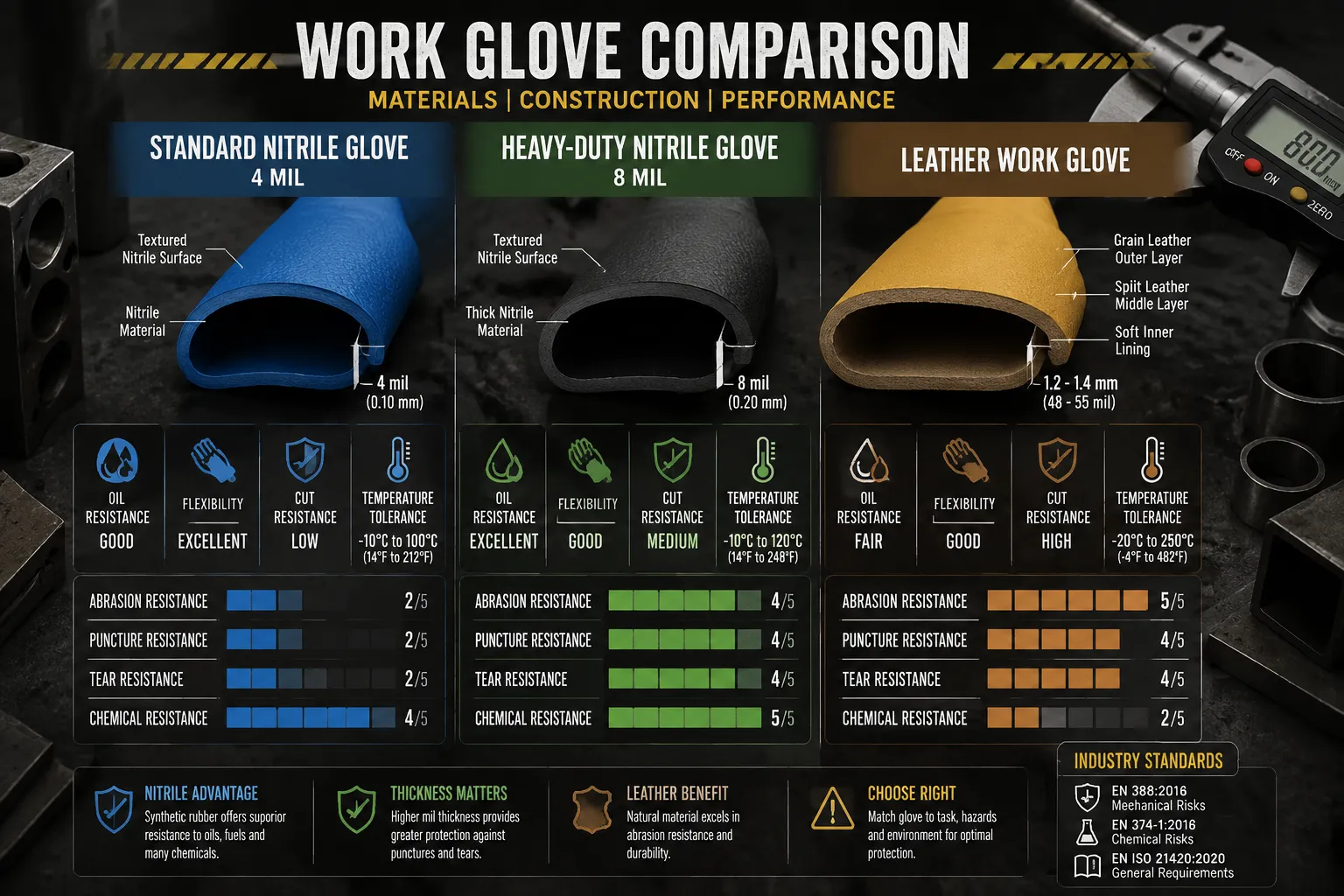
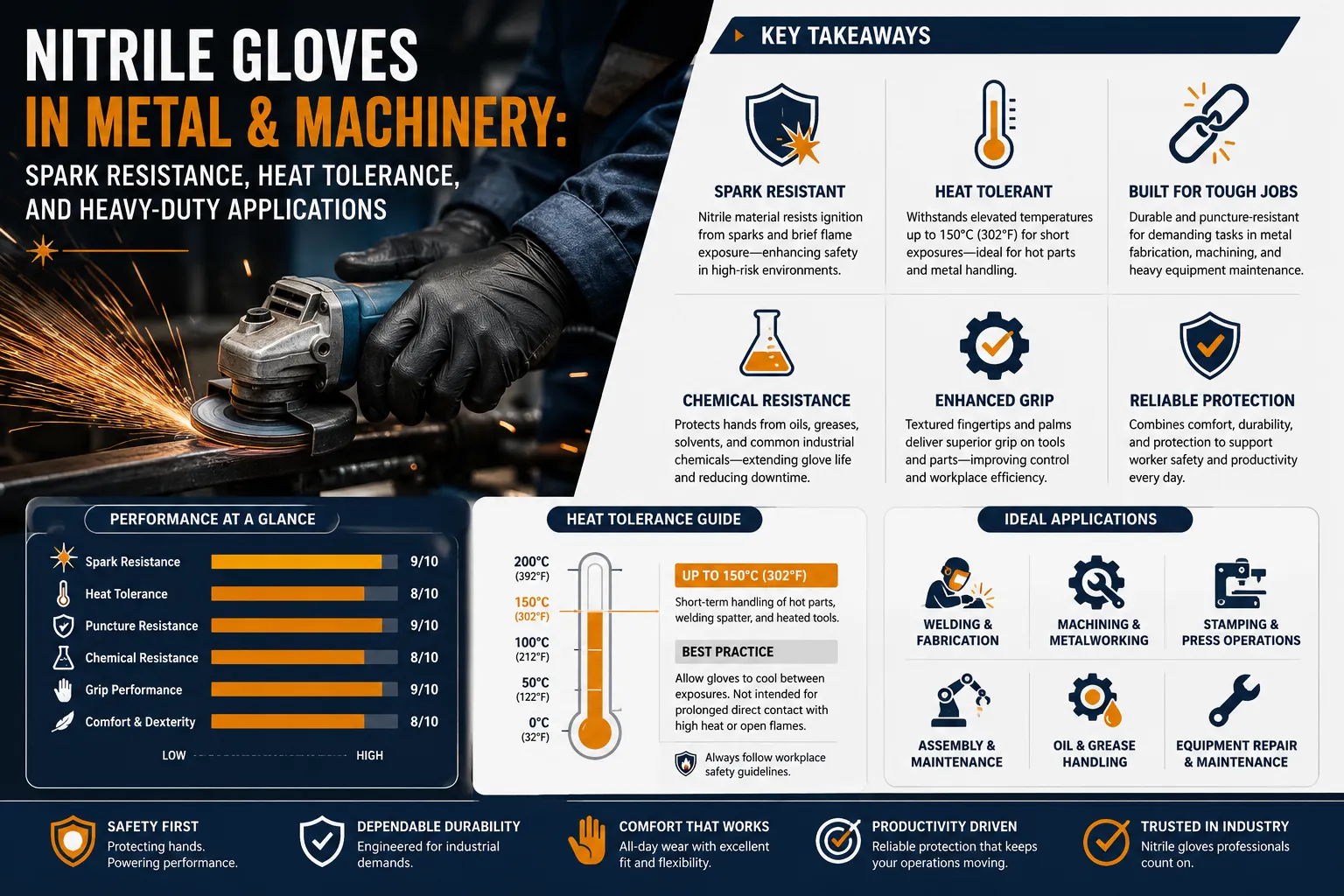
Nitrile gloves offer moderate protection in metal and machinery environments, excelling at oil and chemical resistance but requiring careful selection for spark exposure and heat contact. Standard nitrile gloves melt at approximately 200°F and are not inherently spark-resistant or flame-retardant, making them unsuitable for direct welding or grinding operations. For metalworking applications, heavy-duty nitrile gloves (8-15 mil thickness) provide better abrasion and puncture resistance than standard disposable versions, but leather or specialized heat-resistant gloves remain necessary for high-temperature tasks and direct spark contact.
Key Takeaways
- Standard nitrile gloves melt at around 200°F and are not designed for direct contact with hot metal, welding sparks, or grinding operations
- Heavy-duty nitrile gloves (8-15 mil thickness) offer superior puncture and abrasion resistance compared to standard 4-6 mil disposable versions for metalworking tasks
- Nitrile gloves excel at protecting against cutting oils, metalworking fluids, and petroleum-based chemicals common in machine shops
- Leather gloves provide better heat resistance and spark protection than nitrile for welding and grinding, but offer inferior chemical resistance
- Nitrile gloves are non-conductive when dry and intact, making them suitable for low-voltage electrical work in machinery maintenance
- CNC machine operators benefit from nitrile’s dexterity and oil resistance, but must avoid direct contact with hot chips or cutting tools
- Premature tearing typically results from using insufficient thickness (under 6 mil) for sharp metal edges or selecting poor-quality gloves
- Specialized flame-resistant nitrile gloves exist but cost significantly more than standard versions and still cannot replace proper welding gloves
Are Nitrile Gloves Spark Resistant for Welding and Metalworking?
Nitrile gloves are not spark-resistant and should never be used as primary hand protection during welding or active grinding operations. The synthetic rubber material ignites when exposed to welding sparks (which reach temperatures of 2,500-3,000°F) and grinding sparks (1,800-2,200°F), potentially causing burns or melting the glove onto skin.
Standard nitrile gloves fail immediately upon spark contact because:
- The material has no flame-retardant additives in most formulations
- Nitrile’s melting point (approximately 200°F) is far below spark temperatures
- The thin construction (4-15 mil) offers no thermal barrier against radiant heat
- Molten nitrile can adhere to skin, worsening burn injuries
When nitrile gloves are acceptable in metalworking environments:
- Pre-welding setup tasks (measuring, marking, material handling)
- Post-welding cleanup after metal has cooled below 150°F
- Applying anti-spatter compounds or cleaning welding equipment
- Handling cold metal stock and finished parts
- Working with metalworking fluids and cutting oils
For actual welding, grinding, or spark-generating operations, use leather welding gloves (cowhide, goatskin, or pigskin) rated for the specific task. These materials resist ignition, provide thermal insulation, and meet ANSI/ISEA 105 heat resistance standards. Best disposable gloves for mechanics can complement leather gloves for tasks requiring chemical protection between welding operations.
Common mistake: Wearing nitrile gloves under leather welding gloves for added chemical protection. This creates a moisture trap that reduces dexterity and can cause the nitrile to melt from conducted heat, defeating the purpose of both glove types.
What Temperature Can Nitrile Gloves Withstand Before Melting?
Standard nitrile gloves begin to degrade at approximately 200°F and fully melt between 200-220°F, making them unsuitable for direct contact with hot metal parts, heated machinery components, or surfaces above 180°F. This temperature threshold applies to both disposable and heavy-duty industrial nitrile formulations.
Temperature performance breakdown:
- Below 150°F: Safe for extended contact, full protection maintained
- 150-180°F: Brief contact acceptable (under 5 seconds), material softens slightly
- 180-200°F: Rapid degradation begins, glove loses structural integrity
- Above 200°F: Melting occurs, severe burn risk, complete protection failure
The actual temperature tolerance varies based on:
- Glove thickness: Thicker gloves (10-15 mil) provide marginally better insulation but still melt at the same temperature
- Contact duration: Brief touches (1-2 seconds) to 180°F surfaces may not cause immediate failure
- Nitrile formulation: Some manufacturers add heat stabilizers that extend usable range to 190°F
- Ambient conditions: High humidity and chemical exposure can lower heat tolerance
Practical temperature scenarios in metal shops:
- Freshly machined metal parts: 150-300°F (wait 10-15 minutes before handling with nitrile)
- CNC cutting tools after operation: 200-400°F (never touch with nitrile gloves)
- Welded joints: 500-1,500°F immediately after welding (requires 30+ minutes cooling time)
- Hydraulic fluid reservoirs: 120-160°F (safe for nitrile contact)
- Compressed air lines: 80-140°F (safe for nitrile contact)
For handling hot metal parts, use heat-resistant gloves rated to at least 400°F (typically made from aramid fibers, leather, or specialized silicone). Understanding nitrile gloves and oil explains how temperature affects chemical resistance properties.
Edge case: Some specialty nitrile gloves marketed as “heat-resistant” incorporate ceramic or aluminized coatings that extend temperature tolerance to 250-300°F for brief contact, but these cost 3-5 times more than standard industrial nitrile gloves.
Nitrile vs Leather Gloves for Metal Fabrication: Which Is Better?
Neither nitrile nor leather gloves are universally better for metal fabrication—the optimal choice depends on the specific task, with many fabrication shops requiring both types for different operations. Nitrile gloves excel at chemical resistance and precision work, while leather gloves provide superior heat protection and abrasion resistance for heavy-duty tasks.
Choose nitrile gloves when:
- Operating CNC machines, lathes, or mills with cutting fluid exposure
- Handling parts coated with oils, greases, or rust preventatives
- Performing precision assembly requiring tactile sensitivity
- Working with metal cleaning solvents and degreasers
- Conducting quality control inspections of finished parts
- Tasks require frequent glove changes due to contamination
Choose leather gloves when:
- Welding, grinding, or working near open flames
- Handling hot metal parts (above 180°F)
- Moving heavy steel stock or rough-cut materials
- Operating angle grinders, cutting torches, or plasma cutters
- Working with sharp, unfinished metal edges for extended periods
- Tasks prioritize durability over chemical resistance
Performance comparison table:
| Property | Heavy-Duty Nitrile (8-15 mil) | Leather Work Gloves |
|---|---|---|
| Heat resistance | Poor (melts at 200°F) | Excellent (withstands 400-500°F) |
| Oil/chemical resistance | Excellent | Poor (absorbs oils, degrades) |
| Cut resistance | Moderate (Level A2-A3) | Good (Level A4-A5 with reinforcement) |
| Abrasion resistance | Good | Excellent |
| Dexterity | Excellent | Moderate to poor |
| Spark resistance | None | Excellent |
| Cost per pair | $0.15-$1.50 | $3.00-$15.00 |
| Lifespan in heavy use | 2-8 hours | 40-200 hours |
Compare resistance of nitrile gloves to latex gloves to petroleum-based oils provides additional context on chemical protection performance.
Hybrid approach for fabrication shops: Many metalworkers keep both glove types accessible and switch based on the immediate task. For example, wearing nitrile gloves while measuring and marking metal, then switching to leather gloves for cutting and grinding, then back to nitrile for deburring and cleaning.
Decision rule: If the task generates heat, sparks, or involves sustained contact with rough metal surfaces, choose leather. If the task involves oils, chemicals, or requires precision, choose heavy-duty nitrile.
Do Nitrile Gloves Protect Against Sharp Metal Edges and Cuts?
Nitrile gloves provide limited cut protection against sharp metal edges, with standard disposable versions (4-6 mil) offering minimal resistance and heavy-duty industrial versions (8-15 mil) providing moderate protection suitable for handling finished metal parts but not sharp burrs or unfinished edges. For serious cut hazards, cut-resistant gloves with ANSI/ISEA 105 ratings of A4 or higher are necessary.
Cut resistance levels for nitrile gloves:
- Standard disposable (4-6 mil): ANSI Level A1-A2 (protects against paper cuts, light abrasion only)
- Heavy-duty industrial (8-10 mil): ANSI Level A2-A3 (handles finished metal parts, light sheet metal)
- Reinforced nitrile (12-15 mil): ANSI Level A3-A4 (suitable for moderate metal fabrication tasks)
- Nitrile-coated cut-resistant: ANSI Level A4-A9 (combines cut-resistant liner with nitrile coating)
The ANSI/ISEA 105 cut resistance scale ranges from A1 (lowest) to A9 (highest), measuring the force required to cut through the material. Most metalworking tasks involving sharp edges require at least A4 protection.
What nitrile gloves can handle:
- Finished machined parts with smooth edges
- Sheet metal with deburred edges
- Assembled components without exposed sharp points
- Metal stock with factory-rounded edges
- Light gauge wire and cable
What requires cut-resistant gloves instead:
- Freshly cut sheet metal with sharp burrs
- Metal stamping operations
- Handling scrap metal with jagged edges
- Working with razor-sharp machined threads
- Cutting operations with hand shears or snips
Why standard nitrile gloves tear easily with metal: The synthetic rubber construction prioritizes flexibility and chemical resistance over cut protection. Sharp metal edges concentrate force on a small area, easily exceeding the material’s tensile strength. Thicker nitrile gloves simply take slightly longer to cut through but still fail against truly sharp edges.
For maximum protection in metal fabrication, consider nitrile-coated cut-resistant gloves that combine a high-performance polyethylene or aramid fiber liner (providing A4-A7 cut resistance) with a nitrile coating (providing oil and chemical resistance). These hybrid gloves cost $3-8 per pair but last significantly longer than standard nitrile in metalworking environments.
Best Heavy-Duty Nitrile Gloves for Machinery Operators
The best heavy-duty nitrile gloves for machinery operators feature 8-15 mil thickness, textured grip surfaces, extended cuffs for wrist protection, and resistance to petroleum-based fluids, with specific selection based on whether the primary hazard is chemical exposure, abrasion, or puncture risk. Machinery operators should prioritize gloves meeting ASTM D6319 standards for nitrile examination gloves or EN 374 standards for chemical protective gloves.
Key specifications for machinery operation:
- Thickness: Minimum 8 mil for general machinery work; 12-15 mil for heavy equipment maintenance
- Length: 12-inch extended cuffs prevent oils and fluids from entering glove
- Grip texture: Diamond or raised pattern on palm and fingers for tool control
- Chemical resistance: Tested against hydraulic fluids, cutting oils, and degreasers
- Puncture resistance: Minimum 15 grams force (ASTM F1342 test method)
Top categories for machinery operators:
1. General CNC and mill operation (8-10 mil):
- Prioritize dexterity for control panel operation and tool changes
- Textured fingertips for handling small parts and fasteners
- Oil-resistant formulation for cutting fluid exposure
- Disposable format allows frequent changes when contaminated
2. Heavy equipment maintenance (12-15 mil):
- Thicker construction resists punctures from metal burrs and sharp edges
- Extended 12-inch cuffs protect forearms during reach-in maintenance
- Higher tensile strength (minimum 18 MPa) for durability
- Reusable format reduces cost for extended maintenance tasks
3. Assembly line work (6-8 mil):
- Balance between protection and tactile sensitivity
- Powder-free to prevent contamination of finished parts
- Ambidextrous design for quick donning during shift work
- Cost-effective for high-volume use
Oil metalworking fluid soaking through a disposable nitrile glove addresses common breakthrough issues that affect glove selection.
Performance factors that matter:
- Tensile strength: Minimum 14 MPa for light machinery work; 18+ MPa for heavy-duty applications
- Elongation: 400-500% elongation at break indicates good tear resistance
- Modulus: Higher modulus (stiffness) provides better puncture resistance but reduces dexterity
- AQL (Acceptable Quality Limit): 1.5 or lower indicates fewer defects per batch
Common mistake: Selecting gloves based solely on thickness. A poorly formulated 15 mil glove may tear more easily than a high-quality 10 mil glove with superior tensile strength and elongation properties.
Choose gloves with 8-10 mil thickness if: Your work involves frequent tool changes, control panel operation, or tasks requiring tactile feedback. Choose 12-15 mil thickness if: You regularly handle rough metal parts, perform maintenance on equipment with sharp edges, or need extended wear time between glove changes.
Why Do My Nitrile Gloves Tear So Easily When Working With Metal?
Nitrile gloves tear easily in metalworking environments primarily due to insufficient thickness for the application, contact with sharp burrs or edges that exceed the glove’s cut resistance rating, or degradation from prolonged exposure to certain metalworking fluids that compromise the material’s integrity. Most premature tearing results from using standard 4-6 mil disposable gloves for tasks requiring 8-15 mil heavy-duty versions.
Primary causes of premature tearing:
1. Thickness mismatch (most common):
- Using medical-grade gloves (4-5 mil) for industrial tasks
- Selecting “one-size-fits-all” gloves instead of task-specific thickness
- Cost-cutting by purchasing thinner gloves than required
2. Sharp edge contact:
- Handling freshly machined parts with burrs
- Working with sheet metal without deburred edges
- Contact with threaded fasteners or sharp tool edges
- Reaching into machinery with exposed sharp components
3. Chemical degradation:
- Extended exposure to strong alkaline cleaners (pH above 12)
- Contact with ketones or esters that attack nitrile
- Prolonged immersion in certain synthetic metalworking fluids
- Exposure to aromatic hydrocarbons in some cutting oils
4. Physical stress factors:
- Excessive stretching during donning (especially with wrong size)
- Pinching gloves between metal parts during assembly
- Friction against rough cast iron or unfinished steel surfaces
- Repeated flexing in the same location (finger joints, palm creases)
5. Quality and storage issues:
- Expired gloves (nitrile degrades over 3-5 years in storage)
- Heat exposure during storage (above 90°F accelerates degradation)
- Ozone exposure in shops with welding equipment
- Low-quality manufacturing with inconsistent thickness
What to consider when choosing nitrile gloves provides a comprehensive selection framework.
Solutions to reduce tearing:
- Upgrade to minimum 8 mil thickness for general metalworking
- Use 12-15 mil gloves for tasks involving sharp or rough metal
- Deburr metal parts before handling when possible
- Inspect gloves before use for manufacturing defects
- Store gloves in cool, dry location away from ozone sources
- Replace gloves immediately when contaminated with incompatible chemicals
- Consider nitrile-coated cut-resistant gloves for high-tear environments
Testing your gloves: If gloves consistently tear in the same location, the thickness or cut resistance rating is insufficient for that specific task. If tearing occurs randomly across different areas, suspect chemical degradation or quality issues.
Cost-benefit analysis: Heavy-duty 10 mil gloves cost approximately 2-3 times more than standard 5 mil gloves but typically last 4-6 times longer in metalworking applications, reducing overall glove costs by 40-50% while improving safety.
Can You Use Nitrile Gloves Around Grinding Sparks Safely?
Nitrile gloves should not be worn during active grinding operations where sparks contact the gloves, as grinding sparks (reaching 1,800-2,200°F) will immediately ignite or melt the nitrile material, creating burn hazards. However, nitrile gloves are safe for grinding-adjacent tasks such as workpiece setup, post-grinding inspection, and cleanup operations performed at safe distances from active spark generation.
Safe distances and scenarios:
- 3+ feet from active grinding: Safe for wearing nitrile gloves during observation or material staging
- Post-grinding inspection: Safe once sparks have ceased and metal has cooled below 150°F
- Grinding wheel changes: Safe when grinder is powered off and locked out
- Workpiece clamping: Safe before grinding begins, using nitrile for oil-contaminated parts
Unsafe scenarios requiring leather gloves:
- Operating angle grinders, bench grinders, or pedestal grinders
- Holding workpieces during grinding operations
- Adjusting workpiece position while grinder is running
- Any task within 2 feet of active spark generation
- Grinding in confined spaces where spark deflection is unpredictable
What happens when grinding sparks contact nitrile:
- Spark contact creates immediate localized melting (within 0.1 seconds)
- Molten nitrile can adhere to skin, causing second-degree burns
- Multiple spark contacts create holes that compromise chemical protection
- Glove structural integrity fails, exposing hand to grinding debris
- Burning nitrile produces acrid smoke and potential respiratory irritation
Industry standards and regulations: OSHA 1910.132 requires employers to assess workplace hazards and provide appropriate PPE. For grinding operations, this mandates leather or other spark-resistant gloves, not nitrile. Using nitrile gloves during grinding may constitute a PPE violation during safety inspections.
Practical workflow for grinders: Wear leather gloves during all active grinding operations. Keep nitrile gloves nearby for tasks requiring chemical protection (applying cutting fluid, handling oily parts, cleaning with solvents) but remove them before grinding resumes.
Exception: Some fabrication shops use thin nitrile gloves under leather welding gloves for very brief grinding tasks, but this practice is controversial. The nitrile provides no additional protection and may melt from conducted heat, potentially worsening burns. Most safety professionals recommend against this layering approach.
Are Nitrile Gloves Safe for CNC Machine Operation?
Nitrile gloves are generally safe and beneficial for CNC machine operation, providing excellent protection against cutting fluids and oils while maintaining the dexterity needed for control panel operation and tool changes, but operators must avoid direct contact with rotating cutting tools, hot chips, and freshly machined parts above 180°F. The key is selecting appropriate thickness (6-8 mil) that balances protection with tactile sensitivity.
Advantages of nitrile gloves for CNC work:
- Protect hands from constant cutting fluid and coolant exposure
- Maintain grip on oily parts and tools
- Allow precise control of touchscreen interfaces and buttons
- Prevent skin irritation from metalworking fluid additives
- Enable frequent glove changes when contaminated
- Reduce cleanup time by keeping hands clean
Safe CNC tasks with nitrile gloves:
- Loading and unloading finished parts (after cooling)
- Operating control panels and programming interfaces
- Measuring parts with calipers and micrometers
- Changing cutting tools (when spindle is stopped)
- Cleaning chips from work area (using brush, not hands)
- Adjusting coolant flow and direction
- Inspecting part quality and surface finish
Dangerous practices to avoid:
- Reaching near rotating spindles or cutting tools (glove can catch and pull hand in)
- Handling parts immediately after machining (thermal burns)
- Wiping chips directly from cutting area during operation
- Adjusting workpiece while machine is running
- Cleaning cutting tools while spindle is powered
Machine shop safety rule: Never wear gloves of any type when operating machinery with rotating parts that could catch loose material. However, CNC machines with enclosed work areas and interlocked doors allow safe glove use during normal operation since hands cannot reach rotating components.
Optimal specifications for CNC operators:
- Thickness: 6-8 mil (provides protection without sacrificing dexterity)
- Texture: Light grip pattern on fingertips only (full-hand texture interferes with control panels)
- Length: Standard 9.5-inch cuff (extended cuffs unnecessary and may catch on equipment)
- Color: Bright colors (blue, orange) make gloves visible if accidentally left in work area
How to choose nitrile gloves for automotive work offers parallel guidance applicable to CNC environments.
Common mistake: Using powder-free gloves is essential for CNC work. Powdered gloves can contaminate precision machinery, affect part surface finish, and interfere with coolant systems. Always specify powder-free nitrile gloves for machine shop applications.
Choose 6 mil gloves if: You primarily operate controls and handle finished parts. Choose 8 mil gloves if: You frequently change tools, handle rough stock material, or perform setup operations with sharp edges.
What Mil Thickness Nitrile Gloves Do I Need for Metalworking?
Metalworking applications require 8-15 mil nitrile gloves for adequate protection, with specific thickness determined by the primary hazard: 8-10 mil for general fabrication and assembly work with moderate chemical exposure, 10-12 mil for heavy machinery maintenance and rough metal handling, and 12-15 mil for extended wear in environments with sharp edges and aggressive metalworking fluids. Standard 4-6 mil disposable gloves used in medical or food service settings provide insufficient protection for metalworking tasks.
Thickness selection guide by task:
4-6 mil (NOT recommended for metalworking):
- Too thin for metal shop hazards
- Tears easily on sharp edges and burrs
- Inadequate puncture resistance
- Only suitable for final inspection of finished parts
6-8 mil (light metalworking):
- CNC machine operation with enclosed work areas
- Assembly of finished components
- Quality control and inspection tasks
- Parts washing and cleaning operations
- Light sheet metal work with deburred edges
- Cost: $0.15-$0.40 per pair
8-10 mil (general metalworking – most common):
- General fabrication and welding prep
- Machine maintenance and repair
- Handling metal stock and raw materials
- Working with cutting oils and coolants
- Operating hand tools and power equipment
- Moderate abrasion and puncture resistance
- Cost: $0.40-$1.00 per pair
10-12 mil (heavy-duty metalworking):
- Heavy equipment maintenance
- Handling rough castings and forgings
- Extended exposure to aggressive chemicals
- Working with sharp or jagged metal edges
- Tasks requiring extended glove life
- Superior puncture and tear resistance
- Cost: $0.80-$1.50 per pair
12-15 mil (maximum protection):
- Scrap metal handling and sorting
- Demolition and salvage operations
- Working with heavily contaminated parts
- Environments with multiple hazard types
- Reusable applications requiring durability
- Cost: $1.50-$3.00 per pair
Beyond thickness: other factors that matter:
- Tensile strength: More important than thickness alone; look for minimum 14 MPa
- Elongation: 400%+ elongation indicates better tear resistance
- Grip texture: Essential for handling oily metal parts
- Cuff length: 12-inch cuffs prevent fluids from entering glove during reach-in tasks
Thickness vs. dexterity trade-off: Each 2 mil increase in thickness reduces tactile sensitivity by approximately 15-20%. For tasks requiring precision (measuring, threading small fasteners, operating touchscreens), use the minimum thickness that provides adequate protection rather than defaulting to maximum thickness.
Cost-effectiveness calculation: A 10 mil glove that lasts 4 hours costs less per hour than a 6 mil glove that tears after 1 hour, even though the thicker glove costs twice as much. Track glove consumption by task to optimize thickness selection.
Decision rule: Start with 8-10 mil gloves for general metalworking. If gloves consistently tear or puncture within the first hour of use, increase thickness by 2-4 mil. If dexterity becomes problematic, decrease thickness by 2 mil and address sharp edge hazards through better deburring or tool selection.
Do Nitrile Gloves Conduct Electricity When Working With Metal Equipment?
Nitrile gloves are non-conductive when dry and intact, providing electrical insulation suitable for low-voltage work (under 50 volts) on metal equipment, but they are not rated as electrical safety gloves and should never be relied upon as primary protection against electrical shock hazards above 50 volts. For electrical work on machinery, use ASTM D120-certified electrical safety gloves with appropriate voltage ratings.
Electrical properties of nitrile gloves:
- Dielectric strength: Approximately 20-40 kV/mm for pure nitrile rubber
- Volume resistivity: 10^13 to 10^15 ohm-cm (good insulator when dry)
- Breakdown voltage: Varies by thickness; 8 mil glove approximately 500-800 volts
- Moisture effect: Wet nitrile gloves lose 80-90% of insulating properties
When nitrile gloves provide adequate electrical protection:
- Changing batteries in cordless tools (12-20V DC)
- Working with low-voltage control circuits (24-48V)
- Handling metal parts near de-energized equipment
- Static electricity dissipation during electronics assembly
- Touching grounded metal surfaces during maintenance
When nitrile gloves are inadequate:
- Any work on 120V or 240V electrical systems
- Troubleshooting energized machinery circuits
- Working inside electrical panels or junction boxes
- Tasks involving potential arc flash hazards
- High-voltage equipment (above 50V) of any type
Critical limitations:
- Not ASTM D120 rated: Nitrile work gloves lack testing and certification for electrical work
- Thin construction: 8-15 mil thickness provides minimal electrical insulation compared to Class 00 electrical gloves (0.5mm minimum)
- Puncture vulnerability: Small holes compromise all electrical protection
- Moisture absorption: Cutting fluids and sweat reduce insulation properties
- No voltage rating: Manufacturers do not specify maximum safe voltage
Proper electrical safety approach for machinery work:
- Use lockout/tagout procedures to de-energize equipment before maintenance
- Wear ASTM D120 Class 00 electrical gloves (rated to 500V) for any energized work
- Use nitrile gloves over electrical gloves for chemical protection if needed
- Test circuits with voltage detector before touching, regardless of glove type
- Never rely on nitrile gloves as primary electrical protection
Static electricity considerations: Nitrile gloves can generate static electricity through friction, potentially damaging sensitive electronic components in CNC controllers or programmable logic controllers (PLCs). For electronics work, use ESD-safe gloves specifically designed for static dissipation.
Regulatory perspective: OSHA 1910.137 specifies requirements for electrical protective equipment. Standard nitrile work gloves do not meet these requirements and cannot be substituted for rated electrical gloves in any application involving potential electrical contact above 50 volts.
Nitrile Gloves Melting on Hot Metal Parts: How to Prevent
Prevent nitrile gloves from melting on hot metal parts by allowing machined components to cool below 150°F before handling, using temperature-indicating crayons or infrared thermometers to verify safe temperatures, and switching to heat-resistant gloves rated for 400°F+ when handling parts that cannot cool sufficiently. The most effective prevention strategy combines adequate cooling time with proper glove selection for the task’s thermal requirements.
Cooling time guidelines for common metalworking operations:
- CNC machined aluminum parts: 5-10 minutes to reach 140°F
- CNC machined steel parts: 10-15 minutes to reach 140°F
- Welded joints (mild steel): 30-45 minutes to reach safe handling temperature
- Cast iron components: 20-30 minutes (retains heat longer than steel)
- Thin sheet metal: 3-5 minutes (cools rapidly due to high surface area)
Temperature verification methods:
- Temperature-indicating crayons: Mark parts with 150°F crayon; handle when mark no longer melts ($8-15 per crayon)
- Infrared thermometer: Non-contact measurement; most accurate method ($25-80 for industrial models)
- Touch test with leather glove: Briefly touch with leather glove; if uncomfortable, too hot for nitrile
- Water drop test: Drop of water should not sizzle or evaporate instantly (indicates below 212°F)
Workflow modifications to prevent melting:
- Establish cooling zones where hot parts rest before handling
- Use part-handling tools (tongs, pliers, magnetic lifters) instead of gloves for hot parts
- Implement color-coded bins: red for hot parts, blue for cool parts ready for nitrile glove handling
- Install fans or forced-air cooling systems to accelerate cooling time
- Schedule tasks to allow natural cooling during other operations
When to use heat-resistant gloves instead:
- Parts must be handled within 10 minutes of machining or welding
- Production pace doesn’t allow adequate cooling time
- Working with materials that retain heat (cast iron, stainless steel)
- Handling parts from heat-treating operations (annealing, tempering)
- Emergency situations requiring immediate hot part removal
Heat-resistant glove options for metalworking:
- Leather gloves: 400-500°F contact temperature, good for brief handling
- Aramid fiber gloves: 500-700°F contact temperature, better dexterity than leather
- Aluminized gloves: 1,000°F+ radiant heat, for extreme heat applications
- Silicone-coated gloves: 400-500°F, excellent grip on hot metal
Signs your nitrile gloves contacted excessive heat:
- Glossy or shiny appearance on contact area
- Stiffening or hardening of material
- Discoloration (yellowing or browning)
- Tacky or sticky texture
- Visible deformation or thinning
Cost of prevention vs. injury: A quality infrared thermometer costs $40-60 but prevents burns, ruined gloves, and potential workers’ compensation claims. Most metal shops see ROI within 2-3 months through reduced glove waste and injury prevention.
Common mistake: Assuming thicker nitrile gloves provide adequate heat protection. A 15 mil nitrile glove melts at the same temperature as a 5 mil glove; thickness only extends the time before heat conducts through to skin, typically by 1-2 seconds.
Are There Flame-Resistant Nitrile Gloves for Welders?
Flame-resistant nitrile gloves exist but are not suitable as primary welding gloves because they still melt at temperatures far below welding arc temperatures (10,000°F+) and lack the thermal insulation necessary for sustained heat exposure. These specialty gloves incorporate flame-retardant additives that prevent sustained burning after spark contact but cost 3-5 times more than standard nitrile and remain inferior to leather welding gloves for actual welding operations.
What flame-resistant nitrile gloves actually provide:
- Self-extinguishing properties (stop burning when ignition source removed)
- Brief spark contact resistance (1-2 seconds before damage)
- Reduced smoke generation compared to standard nitrile
- Chemical resistance combined with improved heat tolerance (up to 250°F brief contact)
- Suitable for welding-adjacent tasks, not welding itself
Flame-resistant vs. flame-retardant vs. flame-proof:
- Flame-resistant: Material resists ignition and self-extinguishes (flame-resistant nitrile gloves)
- Flame-retardant: Treated to slow burning but may still sustain combustion (some coated gloves)
- Flame-proof: Does not burn under any circumstances (no nitrile gloves meet this standard)
Appropriate applications for flame-resistant nitrile gloves:
- Welding preparation and cleanup (when welding has ceased)
- Working near (not at) welding operations where occasional sparks may land
- Handling welding chemicals and anti-spatter compounds
- Maintenance on welding equipment when powered off
- Fabrication shops where welding and chemical work alternate
Why leather remains superior for welding:
- Withstands sustained heat exposure without melting
- Provides thermal insulation against radiant heat
- Resists molten metal spatter
- Meets ANSI/ISEA 105 heat resistance standards
- Costs less than flame-resistant nitrile for welding applications
- Proven track record in welding safety
Specialty flame-resistant nitrile formulations:
Some manufacturers offer nitrile gloves with:
- Chlorinated surface treatments (improve flame resistance)
- Ceramic particle additives (increase heat tolerance to 250-300°F)
- Aramid fiber reinforcement (combine cut and heat resistance)
- Aluminized coatings (reflect radiant heat)
These specialty gloves cost $2-8 per pair compared to $0.40-1.50 for standard industrial nitrile gloves.
Regulatory compliance: OSHA 1910.252 requires welders to use protective equipment suitable for the work being performed. Standard or flame-resistant nitrile gloves do not meet the heat and flame protection requirements for welding operations. Using them as primary welding gloves may constitute a safety violation.
Practical recommendation for welding shops: Stock leather welding gloves for all welding operations and heavy-duty standard nitrile gloves (8-10 mil) for chemical protection tasks. The cost savings from using standard nitrile instead of flame-resistant nitrile for non-welding tasks typically exceeds $500-1,000 annually for a small fabrication shop, with no reduction in safety.
Decision rule: If the task involves holding a welding torch, operating a grinder, or working within 12 inches of active welding, use leather welding gloves. If the task involves chemicals, oils, or cleanup work with no active heat source, standard heavy-duty nitrile gloves are more cost-effective than flame-resistant versions.
When Should You Not Use Nitrile Gloves in a Machine Shop?
Do not use nitrile gloves in machine shops when operating machinery with rotating parts that could catch the glove (lathes, mills, drill presses), when handling metal parts above 180°F, during active welding or grinding operations, or when working with chemicals that degrade nitrile such as strong ketones or aromatic hydrocarbons. These situations require either no gloves (for rotating machinery) or specialized gloves (heat-resistant, chemical-resistant, or leather).
Prohibited uses for safety reasons:
1. Operating rotating machinery:
- Lathes with exposed chucks or workpieces
- Drill presses (glove can catch on rotating bit)
- Mills with rotating cutters outside enclosures
- Bench grinders with exposed wheels
- Any machinery where glove could be pulled into rotating parts
Reason: Gloves can catch on rotating components and pull the entire hand into the machinery, causing severe crush injuries or amputations. OSHA and machine manufacturers explicitly prohibit glove use during operation of rotating equipment.
2. High-temperature applications:
- Handling parts above 180°F
- Welding operations
- Grinding operations generating sparks
- Working with molten metal or hot forming operations
- Heat-treating processes
Reason: Nitrile melts at 200°F, creating burn hazards and compromising hand protection.
3. Incompatible chemical exposure:
- Strong ketones (acetone, MEK)
- Aromatic hydrocarbons (benzene, toluene, xylene)
- Concentrated acids (above 50% concentration)
- Strong oxidizers (concentrated peroxide, nitric acid)
- Chlorinated solvents (some formulations)
Reason: These chemicals rapidly degrade nitrile, causing swelling, softening, or complete breakdown within minutes. Do nitrile gloves protect against all types of oils provides detailed chemical compatibility information.
4. Electrical work above 50 volts:
- Troubleshooting energized circuits
- Working inside electrical panels
- High-voltage equipment maintenance
- Arc welding (electrical hazard, not just heat)
Reason: Nitrile work gloves are not rated for electrical protection and provide inadequate insulation.
Situations requiring bare hands:
- Final assembly of precision components (gloves reduce tactile feedback)
- Operating equipment with touch-sensitive controls requiring skin contact
- Tasks where glove material could contaminate product (some electronics assembly)
- Emergency stop situations where gloves might delay reaction time
Alternative glove types for restricted situations:
- Heat-resistant gloves: For handling hot parts (aramid, leather, silicone)
- Cut-resistant gloves: For sharp metal edges (HPPE, aramid, steel mesh)
- Chemical-resistant gloves: For incompatible chemicals (butyl, neoprene, PVC)
- Electrical safety gloves: For energized electrical work (ASTM D120 rated)
- No gloves: For rotating machinery operation (per manufacturer requirements)
Common mistake: Wearing nitrile gloves while operating a lathe because “I’m being careful.” Accidents happen in fractions of a second, and even experienced machinists can have momentary lapses in attention. Machine guards and proper procedures (no gloves on rotating equipment) exist because human attention is imperfect.
Shop policy recommendation: Establish clear glove zones with signage: “Glove Required Zone” (assembly, inspection, chemical handling areas) and “No Glove Zone” (rotating machinery operation areas). Color-code zones for visual clarity and include in new employee training.
How Long Do Industrial Nitrile Gloves Last in Heavy-Duty Use?
Industrial nitrile gloves last 2-8 hours in heavy-duty metalworking applications depending on thickness, task intensity, and exposure to sharp edges or aggressive chemicals, with 8-10 mil gloves typically providing 3-5 hours of use, 10-12 mil gloves lasting 5-7 hours, and 12-15 mil gloves achieving 6-8+ hours before requiring replacement due to tears, punctures, or chemical degradation. Actual lifespan varies significantly based on specific work conditions and proper glove selection for the task.
Lifespan by thickness and application:
| Glove Thickness | Light Metalworking | General Fabrication | Heavy-Duty Tasks |
|---|---|---|---|
| 6-8 mil | 4-6 hours | 2-3 hours | 1-2 hours |
| 8-10 mil | 6-8 hours | 3-5 hours | 2-4 hours |
| 10-12 mil | 8+ hours | 5-7 hours | 4-6 hours |
| 12-15 mil | 8+ hours | 6-8 hours | 5-8 hours |
Factors that reduce glove lifespan:
1. Physical hazards:
- Sharp burrs and edges (reduce lifespan by 40-60%)
- Rough cast iron or unfinished surfaces (reduce by 30-40%)
- Repeated flexing in high-stress areas (reduce by 20-30%)
- Pinching between metal parts (immediate failure risk)
2. Chemical exposure:
- Prolonged immersion in metalworking fluids (reduce by 20-40%)
- Contact with incompatible chemicals (immediate degradation)
- High-temperature exposure near melting point (immediate failure)
- Ozone exposure from welding equipment (gradual degradation over weeks)
3. Usage patterns:
- Continuous wear vs. intermittent use (continuous reduces lifespan by 30%)
- Proper sizing (too small reduces lifespan by 40% due to stress)
- Donning/doffing frequency (each cycle stresses material)
- Storage conditions between uses (heat and ozone exposure)
Signs gloves need immediate replacement:
- Visible tears, punctures, or holes of any size
- Discoloration indicating chemical degradation
- Stiffening or loss of flexibility
- Swelling or softening from chemical exposure
- Thinning in high-wear areas (fingertips, palm)
- Any compromise to barrier integrity
Extending glove lifespan:
- Select appropriate thickness for task intensity
- Deburr metal parts before handling when possible
- Use tools instead of hands for rough material handling
- Store gloves away from heat, ozone, and direct sunlight
- Rotate between multiple pairs to allow material recovery time
- Inspect gloves before each use for damage
Cost analysis of glove lifespan:
- 6 mil gloves at $0.25/pair, 2-hour lifespan: $1.00 per 8-hour shift (4 pairs)
- 10 mil gloves at $0.75/pair, 5-hour lifespan: $1.20 per 8-hour shift (2 pairs)
- 12 mil gloves at $1.25/pair, 7-hour lifespan: $1.60 per 8-hour shift (2 pairs)
While thicker gloves cost more per pair, the cost per shift difference is often minimal (20-60 cents) while providing significantly better protection and reducing change-out frequency.
Reusable vs. disposable consideration: Some 12-15 mil industrial nitrile gloves can be washed and reused 2-3 times if not torn or chemically degraded, effectively doubling or tripling their value. However, this requires proper cleaning procedures and inspection protocols to ensure continued protection.
Common mistake: Continuing to use gloves with small tears or punctures because “they’re mostly intact.” Any breach in the glove barrier allows chemical penetration and contamination, defeating the primary purpose of wearing gloves. Replace immediately upon detecting any damage.
Tracking glove performance: Monitor glove consumption by task and thickness to optimize selection. If workers consistently use 3+ pairs of 8 mil gloves per shift, switching to 12 mil gloves may reduce consumption to 1-2 pairs while improving protection and reducing total cost.
Frequently Asked Questions
Can nitrile gloves catch fire from welding sparks?
Yes, nitrile gloves will ignite or melt immediately upon contact with welding sparks, which reach temperatures of 2,500-3,000°F. Standard nitrile gloves are not flame-resistant and should never be worn during welding operations. Use leather welding gloves for any task involving welding, grinding, or spark generation.
What thickness nitrile gloves are best for automotive mechanics?
Automotive mechanics should use 8-10 mil nitrile gloves for general repair work, providing adequate protection against oils, fuels, and sharp edges while maintaining dexterity for tool use. For heavy-duty tasks like brake work or suspension repair, 10-12 mil gloves offer better puncture resistance. Best disposable gloves for mechanics provides detailed selection guidance.
Do nitrile gloves protect against hydraulic fluid?
Yes, nitrile gloves provide excellent protection against most hydraulic fluids, including petroleum-based and synthetic formulations. Heavy-duty nitrile gloves (8-15 mil) resist hydraulic fluid penetration for 2-4 hours of continuous exposure, making them ideal for machinery maintenance and hydraulic system repair work.
Can you wear nitrile gloves while operating a CNC machine?
Yes, nitrile gloves are safe for CNC machine operation because the cutting area is enclosed and hands cannot reach rotating components during operation. Choose 6-8 mil thickness for optimal dexterity when operating controls and handling parts. Never wear gloves when operating open machinery with exposed rotating parts like lathes or drill presses.
How do you know when nitrile gloves are too damaged to use?
Replace nitrile gloves immediately when you observe any tears, punctures, holes, significant discoloration, stiffening, swelling, or thinning of the material. Any visible compromise to the glove’s barrier integrity eliminates chemical protection and allows contamination. Inspect gloves before each use and replace at first sign of damage.
Are black nitrile gloves better for metalworking than blue ones?
Color does not affect performance, but black nitrile gloves hide oil and grease stains better than blue gloves, making them popular in metalworking environments for aesthetic reasons. Some workers prefer bright colors (blue, orange) because they’re more visible if accidentally left in machinery. Choose based on workplace preference and visibility requirements rather than protection differences.
Can nitrile gloves be used with cutting oil and coolant?
Yes, nitrile gloves excel at protecting against cutting oils and coolants, providing 4-8 hours of barrier protection depending on thickness and specific fluid formulation. Oil metalworking fluid soaking through a disposable nitrile glove addresses breakthrough concerns and selection criteria for extended fluid exposure.
What’s the difference between medical and industrial nitrile gloves?
Industrial nitrile gloves (8-15 mil) are significantly thicker than medical gloves (4-6 mil) and designed for puncture resistance, abrasion resistance, and extended chemical exposure rather than infection control. Industrial gloves typically feature textured grips, extended cuffs, and higher tensile strength. Never use medical-grade gloves for metalworking applications.
Do nitrile gloves prevent electric shock?
Nitrile gloves provide minimal electrical insulation suitable only for low-voltage work under 50 volts when dry and intact. They are not rated as electrical safety gloves and should never be relied upon for protection against shock hazards from 120V or higher electrical systems. Use ASTM D120-certified electrical gloves for any work on energized circuits.
How should you store nitrile gloves in a machine shop?
Store nitrile gloves in a cool, dry location away from direct sunlight, heat sources above 90°F, and ozone-generating equipment like welders. Keep gloves in original packaging until use to prevent contamination and degradation. Properly stored nitrile gloves maintain full protection properties for 3-5 years from manufacture date.
Can you reuse heavy-duty nitrile gloves?
Heavy-duty nitrile gloves (12-15 mil) can sometimes be washed and reused 2-3 times if they show no tears, punctures, or chemical degradation. Wash with mild soap and water, inspect thoroughly for damage, and air dry completely before reuse. However, most metalworking applications involve sufficient contamination and wear that single-use disposal is more practical and safer.
What makes nitrile gloves tear-resistant?
Tear resistance in nitrile gloves comes from high tensile strength (14-20 MPa), elongation properties (400-600% stretch before breaking), and thickness. Quality industrial nitrile gloves use formulations with higher molecular weight polymers and reinforcing additives that resist tearing better than standard disposable versions. Composition of nitrile gloves explains the material science behind performance differences.
Conclusion
Nitrile gloves serve a vital but specific role in metal and machinery environments, excelling at chemical protection and precision work while requiring careful consideration of their thermal and mechanical limitations. The key to successful implementation lies in matching glove thickness and type to specific tasks: 8-10 mil heavy-duty nitrile for general fabrication and CNC operation, 12-15 mil for heavy equipment maintenance, and appropriate alternatives like leather gloves for welding, grinding, or handling hot metal above 180°F.
Metal fabrication shops should establish clear protocols distinguishing when nitrile gloves provide optimal protection (handling oily parts, operating enclosed machinery, working with metalworking fluids) versus when they create hazards (operating rotating equipment, welding operations, grinding tasks). The most effective safety programs combine multiple glove types strategically rather than attempting to use a single glove for all applications.
Actionable next steps for metalworking operations:
- Audit current glove usage: Track where gloves tear prematurely or fail to provide adequate protection, indicating thickness or type mismatch
- Establish glove selection standards: Create task-specific guidelines specifying minimum thickness and appropriate glove types for common operations
- Implement temperature verification: Invest in infrared thermometers or temperature-indicating crayons to prevent thermal injuries from handling hot parts
- Create glove zones: Designate areas where nitrile gloves are required versus prohibited (rotating machinery) with clear signage
- Train workers on limitations: Ensure all personnel understand that nitrile gloves are not spark-resistant, have limited heat tolerance, and require proper thickness selection
- Monitor cost-effectiveness: Track glove consumption by thickness and task to optimize selection, balancing protection with cost per shift
For fabrication shops seeking to balance worker safety, productivity, and cost control in 2026, the strategic use of heavy-duty nitrile gloves for appropriate applications—combined with proper alternatives for heat and spark hazards—provides the most effective hand protection program. The relatively small investment in proper glove selection (typically $200-500 annually for a small shop) prevents injuries, reduces consumable waste, and maintains compliance with OSHA hand protection standards.
SEO Meta Title: Nitrile Gloves Metal & Machinery: Heat, Spark & Cut Guide