Last updated: July 4, 2026
A single automotive technician can tear through 12 pairs of standard nitrile gloves in one shift when working with sharp metal edges and aggressive solvents, costing shops hundreds of dollars monthly in wasted inventory. Custom nitrile gloves engineered with specific thickness, texture patterns, and antimicrobial coatings solve this problem by matching glove performance to the exact demands of niche industries, from food processing lines requiring FDA-compliant antimicrobial protection to utility workers needing 15-mil puncture resistance. This Custom Nitrile Gloves for Niche Industries: Thickness, Texture, and Antimicrobial Tailoring Guide explains how to specify the right combination of features for your operation, avoid common specification mistakes, and evaluate whether customization justifies the cost premium.
Key Takeaways
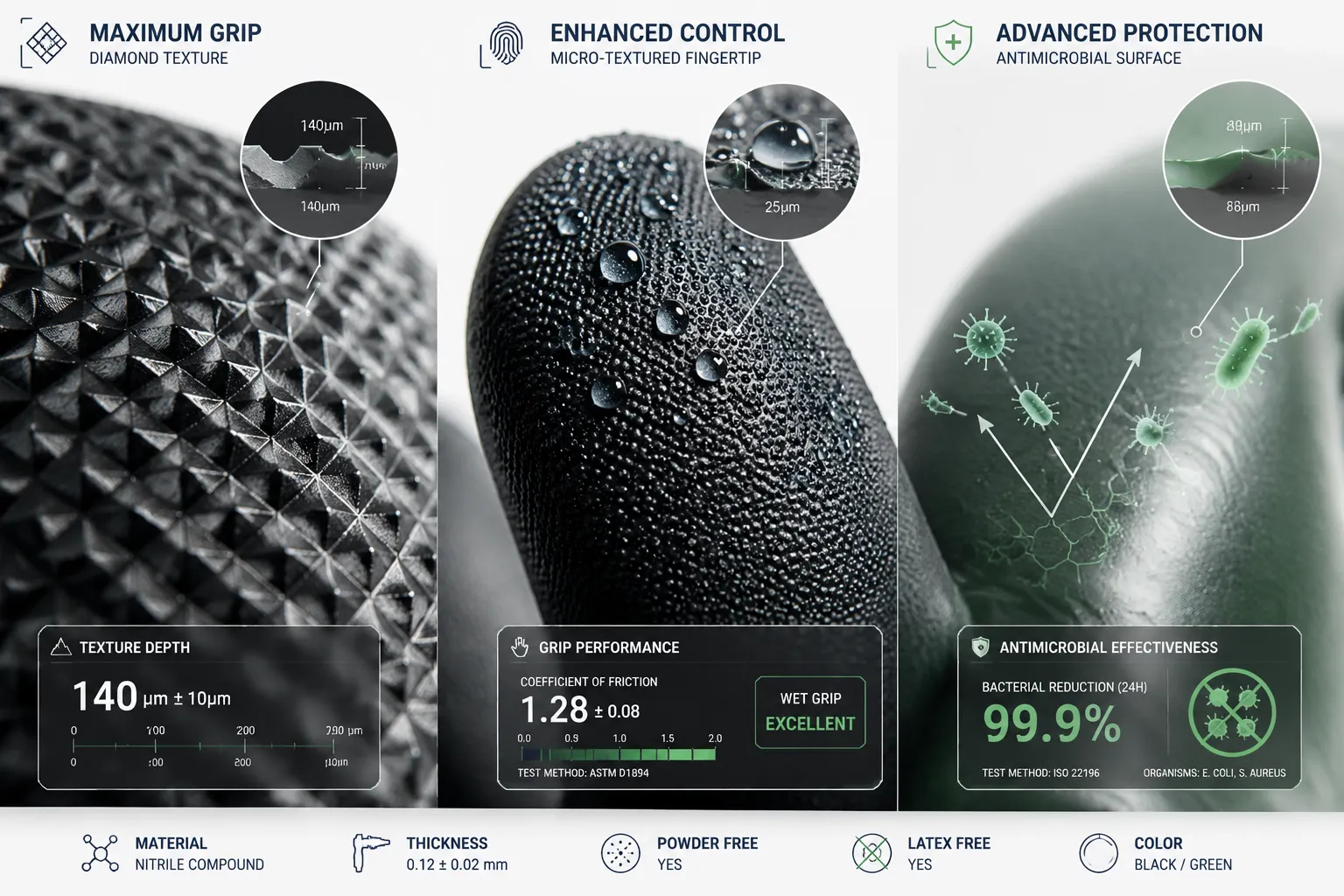
- Custom nitrile gloves differ from standard options through tailored thickness (4-20 mil), specialized texture patterns (diamond grip, micro-textured fingertips), and antimicrobial coatings that target specific industry hazards
- Automotive work typically requires 8-15 mil thickness with aggressive texturing, while medical applications need 4-6 mil for tactile sensitivity
- Textured nitrile gloves provide 40-60% better grip in wet or oily conditions compared to smooth variants, but reduce tactile feedback
- Antimicrobial coatings using silver ions or copper compounds can reduce bacterial colonization by 99.9% within two hours, beneficial for food handling and healthcare
- Custom gloves cost 2-4 times more than standard options but reduce replacement frequency by 50-70% in demanding applications
- Minimum order quantities typically start at 10,000-50,000 pairs for full customization, though some suppliers offer 1,000-pair minimums for basic modifications
- Thicker gloves do not always mean better chemical resistance, permeation rates depend on polymer formulation and specific chemical exposure
- Common mistakes include over-specifying thickness (reducing dexterity unnecessarily) and choosing texture patterns incompatible with the work environment

What Are Custom Nitrile Gloves and How Are They Different from Regular Nitrile Gloves
Custom nitrile gloves are disposable hand protection products manufactured with specifications tailored to particular industry requirements, differing from standard commercial gloves through modified thickness ranges, surface texture engineering, antimicrobial treatments, or specialized polymer formulations. Regular nitrile gloves follow general-purpose specifications (typically 4-6 mil thickness, basic fingertip texturing) designed for broad market appeal, while custom variants address specific performance gaps.
The customization process involves working with manufacturers to adjust four primary parameters:
Thickness customization: Standard gloves range from 3-8 mil, but custom orders can specify anywhere from 2 mil (ultra-thin for maximum sensitivity) to 20 mil (heavy-duty industrial protection). Each mil equals 0.001 inches of material thickness.
Texture engineering: Beyond basic fingertip texturing, custom options include full-palm diamond grip patterns, micro-textured surfaces for wet environments, or completely smooth surfaces where lint-free performance matters.
Antimicrobial integration: Coatings or polymer additives incorporating silver ions, copper compounds, or quaternary ammonium compounds that inhibit bacterial growth on glove surfaces.
Polymer formulation: Adjustments to the nitrile butadiene rubber blend ratio, plasticizer content, or accelerator chemistry to improve chemical resistance, flexibility at low temperatures, or reduce allergenic potential.
The key difference lies in performance optimization. A tattoo artist needs nitrile gloves that balance tactile sensitivity with barrier protection, requiring 4-5 mil thickness with smooth fingertips. An automotive technician working with brake fluid and sharp metal edges needs 10-12 mil thickness with aggressive palm texturing. Standard gloves compromise between these extremes; custom gloves eliminate compromise.
What Thickness of Nitrile Gloves Do I Need for Automotive Work vs Medical Use
Automotive work requires 8-15 mil nitrile gloves to withstand abrasion from metal parts, puncture from sharp edges, and chemical exposure from oils and solvents, while medical examination and procedures need 4-6 mil gloves that preserve tactile sensitivity for palpation and fine motor tasks. The thickness difference directly impacts durability versus dexterity.
Automotive applications by thickness:
- 8-10 mil: Light automotive work (oil changes, filter replacements, basic maintenance). Provides adequate protection against petroleum products while maintaining reasonable dexterity for small fasteners.
- 10-12 mil: General mechanical repair (brake work, suspension components, engine disassembly). Balances puncture resistance with flexibility for tool handling.
- 12-15 mil: Heavy-duty automotive tasks (welding preparation, metal fabrication, parts cleaning with aggressive solvents). Maximum durability for extended wear in harsh conditions.
Medical applications by thickness:
- 4-5 mil: Standard examination gloves for patient assessment, basic procedures, and non-surgical tasks. Meets ASTM D6319 standards for medical examination gloves.
- 5-6 mil: Surgical and procedural gloves requiring enhanced barrier protection while maintaining sensitivity for suturing, catheter insertion, or dental work.
- 6-8 mil: Extended procedures or chemotherapy drug handling where double-gloving isn’t practical but enhanced protection is necessary.
A common mistake is automotive shops ordering medical-grade 5-mil gloves because they’re cheaper, then experiencing 3-4 times higher replacement rates due to tears and punctures. Conversely, medical facilities sometimes over-specify 8-mil gloves for routine examinations, reducing tactile feedback and increasing hand fatigue during long shifts.
For detailed guidance on selecting appropriate thickness, see our comprehensive guide on what is the best thickness for nitrile gloves and the comparison between thin vs. thick nitrile gloves.
Textured vs Smooth Nitrile Gloves: Which Is Better for Grip
Textured nitrile gloves provide superior grip in wet, oily, or slippery conditions, improving handling security by 40-60% compared to smooth variants, but smooth gloves offer better tactile sensitivity and are preferred for dry, precision work or applications requiring lint-free surfaces. The choice depends on your specific work environment and handling requirements.
When textured gloves perform better:
- Wet environments: Food processing, fishing, or any work involving water exposure. The raised texture patterns channel liquids away from contact surfaces, maintaining friction.
- Oily conditions: Automotive repair, machinery maintenance, or industrial lubrication tasks. Texture breaks through oil films that would cause smooth gloves to slip.
- Heavy object handling: Warehouse work, parts assembly, or material handling where grip security prevents drops and injuries.
When smooth gloves are preferable:
- Precision assembly: Electronics manufacturing, jewelry work, or small parts handling where texture patterns interfere with fine motor control.
- Cleanroom applications: Pharmaceutical compounding, semiconductor manufacturing, or laboratory work requiring minimal particle generation.
- Medical examination: Palpation and diagnostic procedures where maximum tactile feedback is essential.
Research on tactile sensitivity of textured versus smooth nitrile gloves in wet conditions shows that while textured gloves maintain grip performance when wet, they reduce fine touch discrimination by approximately 15-20% compared to smooth variants in the same conditions.
Texture pattern options for custom orders:
- Fingertip-only texturing: Standard commercial option providing grip where needed while maintaining palm sensitivity
- Full-hand diamond grip: Raised diamond patterns across entire glove surface for maximum grip in extremely slippery conditions
- Micro-textured surfaces: Fine texture patterns (less than 0.5mm raised height) balancing grip improvement with tactile preservation
- Grip zones: Strategic texturing on palm and fingers only, leaving back of hand smooth for comfort
For utility workers handling wet cables or slippery tools, full-hand texturing in 10-12 mil thickness provides the security needed to prevent dangerous drops. For food handling applications, fingertip texturing in 5-6 mil thickness balances grip with the dexterity needed for food preparation tasks.

Do Antimicrobial Nitrile Gloves Actually Work and Are They Worth It
Antimicrobial nitrile gloves incorporating silver ions, copper compounds, or other biocidal agents can reduce bacterial colonization on glove surfaces by 99.9% within 2-4 hours according to ISO 22196 testing, but they do not replace proper hand hygiene and glove change protocols. They’re worth the 30-50% cost premium for specific applications where gloves remain on hands for extended periods or where cross-contamination risk is elevated.
How antimicrobial treatments work:
Antimicrobial coatings or polymer additives release active agents that disrupt bacterial cell membranes, inhibit protein synthesis, or interfere with DNA replication. Silver ions are most common, binding to bacterial cell walls and causing structural damage. Copper compounds generate reactive oxygen species that damage cellular components. These mechanisms reduce bacterial proliferation on the glove’s outer surface during wear.
Important limitations:
- Antimicrobial treatments affect only the glove surface, not the wearer’s hands inside
- They do not prevent pathogen transmission through glove breaches or tears
- Effectiveness diminishes with repeated chemical exposure or abrasion
- They do not eliminate the need for regular glove changes between tasks
- Most treatments target bacteria but have limited effectiveness against viruses or fungi
Applications where antimicrobial gloves provide value:
Food processing and handling: Workers who wear gloves continuously for 2-4 hour shifts benefit from reduced bacterial buildup that could contaminate food products if gloves contact work surfaces. This is particularly relevant for food safety applications where cross-contamination prevention is critical.
Healthcare settings: Extended patient care procedures where glove changes aren’t practical but surface contamination risk exists. Antimicrobial properties reduce bacterial transfer between environmental surfaces.
Janitorial and sanitation work: Cleaning tasks involving contact with contaminated surfaces where gloves may inadvertently touch clean areas before task completion.
Utilities and field service: Outdoor work where hand washing facilities aren’t readily available and gloves remain on for extended periods.
Applications where antimicrobial gloves add little value:
- Short-duration tasks with frequent glove changes (less than 30 minutes per pair)
- Sterile surgical procedures where gloves are changed frequently
- Chemical handling where antimicrobial agents degrade quickly
- Work environments with rigorous glove change protocols already in place
The cost-benefit calculation depends on your glove change frequency and contamination risk profile. If workers change gloves every 20-30 minutes following proper protocols, standard gloves suffice. If gloves stay on for 2-4 hours with intermittent surface contact, antimicrobial variants reduce cross-contamination risk enough to justify the premium.
How Much Do Custom Nitrile Gloves Cost Compared to Standard Ones
Custom nitrile gloves typically cost 2-4 times more than standard commercial gloves on a per-unit basis, with prices ranging from $0.15-0.60 per glove depending on customization complexity, order volume, and specification requirements. Standard commodity nitrile gloves cost $0.08-0.15 per glove in bulk quantities, while fully customized variants with multiple modifications can reach $0.40-0.60 per glove.
Price factors for custom gloves:
Thickness modifications: Each mil above standard 5-6 mil thickness adds approximately $0.02-0.04 per glove due to increased material usage. A 12-mil automotive glove costs roughly $0.25-0.35 versus $0.10-0.12 for a standard 5-mil glove.
Texture customization: Full-hand texturing or specialized grip patterns add $0.03-0.08 per glove compared to standard fingertip texturing, depending on pattern complexity and mold modifications required.
Antimicrobial treatments: Silver ion or copper compound integration adds $0.05-0.12 per glove, with cost varying by treatment concentration and application method (coating versus polymer integration).
Color and branding: Custom colors beyond standard blue, black, or purple add $0.02-0.05 per glove. Logo printing or packaging customization adds $0.03-0.08 per glove depending on complexity.
Order volume impact:
- 1,000-5,000 pairs: Premium pricing at 3-4x standard glove cost
- 5,000-20,000 pairs: Moderate pricing at 2.5-3x standard cost
- 20,000-50,000 pairs: Volume pricing at 2-2.5x standard cost
- 50,000+ pairs: Best pricing at 1.8-2.2x standard cost
Total cost of ownership analysis:
The higher per-unit cost often delivers lower total cost through extended wear life. A $0.30 custom 12-mil automotive glove lasting an entire 8-hour shift costs less than three $0.12 standard 5-mil gloves torn within the same period ($0.30 versus $0.36). Replacement frequency reduction of 50-70% in demanding applications typically offsets the 2-3x price premium within 3-6 months.
Break-even calculation example:
An automotive shop using 500 pairs of standard gloves monthly at $0.12 each ($60/month) experiences frequent tears requiring mid-task changes. Switching to custom 10-mil textured gloves at $0.28 each but reducing consumption to 200 pairs monthly ($56/month) saves $48 annually while improving worker satisfaction and reducing downtime from glove changes.
What Industries Need Custom Tailored Nitrile Gloves the Most
Industries with specialized hazard profiles, extended wear requirements, or unique dexterity demands benefit most from custom nitrile gloves, particularly automotive repair, food processing, utilities maintenance, tattoo and body art, industrial cleaning, and specialized manufacturing. These sectors face performance gaps that standard commercial gloves cannot adequately address.
Automotive and mechanical repair:
Technicians encounter sharp metal edges, aggressive solvents (brake cleaner, carburetor cleaner, acetone), petroleum products, and abrasive surfaces. Standard 5-mil gloves tear within minutes. Custom specifications typically include 10-15 mil thickness, full-hand diamond grip texturing, and enhanced chemical resistance formulations. Mechanic-specific nitrile gloves address these combined challenges.
Food processing and commercial kitchens:
Workers need gloves that remain on for 2-4 hour shifts, resist oils and food acids, provide grip on wet surfaces, and meet FDA food contact requirements. Custom specifications include 6-8 mil thickness, fingertip or full-hand texturing, antimicrobial treatments to reduce cross-contamination, and food-safe certifications. See our guide on choosing the right nitrile glove for cooking for detailed selection criteria.
Utilities and field service:
Electrical, telecommunications, and water utility workers handle wet equipment, climb poles, work outdoors in variable temperatures, and need gloves lasting full shifts. Custom specifications include 8-12 mil thickness, aggressive texturing for wet grip, cold-temperature flexibility additives, and high-visibility colors for safety compliance.
Tattoo and body art:
Artists require maximum tactile sensitivity for precise needle control while maintaining bloodborne pathogen protection for 2-6 hour sessions. Custom specifications include 4-5 mil thickness, smooth fingertips for sensitivity, textured palms for equipment grip, and extended cuff lengths. The balance between protection and tactile feedback for tattooing is critical.
Industrial cleaning and sanitation:
Janitorial staff encounter harsh chemicals (bleach, ammonia, degreasers), biological contaminants, and extended wear periods. Custom specifications include 8-10 mil thickness, chemical-resistant formulations, antimicrobial treatments, and extended cuff lengths (12-18 inches) for forearm protection.
Specialized manufacturing:
Electronics assembly, pharmaceutical compounding, and precision manufacturing need lint-free surfaces, ESD protection, or specific chemical resistance. Custom specifications vary widely but often include smooth surfaces, specialized polymer blends, and cleanroom compatibility certifications.
Agriculture and veterinary care:
Farm applications and animal handling require puncture resistance from sharp implements, chemical resistance from pesticides and medications, and durability for outdoor conditions. Custom specifications include 8-12 mil thickness, texturing for wet grip, and extended cuff lengths.
Can I Order Custom Nitrile Gloves in Small Quantities for My Business
Most manufacturers require minimum order quantities of 10,000-50,000 pairs for full customization including thickness modifications, specialized texturing, and antimicrobial treatments, but some suppliers offer limited customization (color, basic texturing, packaging) starting at 1,000-5,000 pairs. Small businesses can access custom features through distributor programs or by selecting from semi-custom product lines.
Minimum order quantity tiers:
Full customization (10,000-50,000 pairs): Complete specification control including custom thickness, proprietary texture patterns, antimicrobial integration, color matching, and branded packaging. Requires mold modifications or dedicated production runs. Lead times of 8-16 weeks.
Semi-custom options (5,000-10,000 pairs): Selection from existing thickness and texture options with custom color, basic logo printing, and packaging modifications. Uses existing molds with minor adjustments. Lead times of 6-10 weeks.
Limited customization (1,000-5,000 pairs): Choose from standard thickness and texture combinations with custom packaging, basic color selection from available options, or simple logo printing. No mold modifications. Lead times of 4-8 weeks.
Strategies for small businesses:
Distributor custom programs: Some distributors aggregate orders from multiple small customers to reach manufacturer minimums, offering access to custom specifications at 2,000-5,000 pair minimums with modest setup fees ($200-500).
Semi-custom product lines: Manufacturers increasingly offer “configurable” product lines where customers select from predetermined thickness, texture, and treatment options without full custom development. Minimums of 1,000-3,000 pairs.
Co-branding partnerships: Partner with other businesses in your industry to share custom orders, splitting quantities and costs while accessing better specifications.
Gradual customization: Start with standard gloves, then add packaging customization (1,000 pair minimum), then progress to color and texture selection (3,000-5,000 pairs), and finally full specification control as volume grows.
Cost implications for small orders:
Setup fees for custom orders range from $500-2,000 depending on complexity. Distributed across 1,000 pairs, this adds $0.50-2.00 per glove. Across 10,000 pairs, it drops to $0.05-0.20 per glove. Small quantity orders pay significantly higher per-unit costs, making careful specification selection critical to ensure the customization delivers proportional value.
What Are Common Mistakes When Choosing Nitrile Glove Thickness
The most common mistakes include over-specifying thickness that reduces dexterity unnecessarily, under-specifying thickness for cost savings that leads to frequent tears and higher total costs, ignoring the relationship between thickness and chemical permeation rates, and failing to account for how thickness affects tactile sensitivity for specific tasks. Proper thickness selection requires matching material gauge to actual hazard exposure and task requirements.
Mistake 1: Assuming thicker always means better protection
Thickness improves puncture and tear resistance but doesn’t automatically enhance chemical protection. A 15-mil glove provides excellent physical durability but may have the same chemical permeation rate as an 8-mil glove of identical polymer formulation. Chemical resistance depends on polymer chemistry, not just thickness. Workers wearing unnecessarily thick gloves experience hand fatigue, reduced dexterity, and lower productivity.
Mistake 2: Choosing thickness based solely on price
Selecting 4-5 mil gloves for automotive work because they cost $0.10 versus $0.25 for 10-mil variants seems economical until workers tear through three pairs per task. The apparent savings ($0.10 versus $0.25) becomes a loss ($0.30 versus $0.25) while creating frustration and downtime.
Mistake 3: Ignoring task-specific dexterity requirements
Food preparation workers need to handle small items, feel product texture, and work quickly. Specifying 10-mil gloves for durability sacrifices the dexterity needed for efficient work. The result is slower production, worker complaints, and potential safety issues from reduced tactile feedback. A 6-7 mil glove with appropriate texturing balances durability and dexterity better.
Mistake 4: Not testing thickness in actual work conditions
Ordering 10,000 pairs based on specifications alone without field testing leads to expensive mistakes. A 2-week trial with 100-200 pairs across different shifts and workers reveals whether the thickness works for your specific tasks, environment, and workforce preferences.
Mistake 5: Failing to account for double-gloving
Some high-risk applications use double-gloving (two gloves simultaneously) for enhanced protection. Specifying 8-mil gloves for both layers creates excessive bulk and heat buildup. The correct approach uses a thin 4-5 mil inner glove and a thicker 6-8 mil outer glove, providing protection without compromising dexterity.
Mistake 6: Overlooking seasonal or temperature effects
Nitrile becomes stiffer in cold temperatures. A 12-mil glove that works well in a heated shop becomes rigid and difficult to work with in an outdoor winter environment. Cold-weather applications need thickness balanced with polymer flexibility additives. See our analysis of cold temperature effects on nitrile gloves.
Correct thickness selection process:
- Identify primary hazards (chemical, biological, physical)
- Determine required wear duration per pair
- Assess dexterity requirements for specific tasks
- Consider environmental factors (temperature, wet/dry conditions)
- Test 2-3 thickness options with actual workers in real conditions
- Calculate total cost including replacement frequency
- Select thickness that optimizes protection, dexterity, and cost
Are Custom Nitrile Gloves Suitable for Food Handling or Only Industrial Use
Custom nitrile gloves are highly suitable for food handling and must meet FDA 21 CFR 177.2600 compliance for direct food contact, with customization options including antimicrobial treatments, specific thickness for task requirements, and texturing for wet food handling. Both food service and industrial applications benefit from customization, but food-grade specifications require additional certifications and testing to ensure safety.
Food safety requirements for custom nitrile gloves:
All gloves intended for food contact must comply with FDA regulations governing indirect food additives. Custom specifications cannot compromise this compliance. Antimicrobial treatments, colorants, and texture additives must use FDA-approved compounds. Manufacturers should provide documentation confirming compliance.
Custom features beneficial for food handling:
Antimicrobial treatments: Reduce bacterial colonization during extended wear (2-4 hour food prep shifts), lowering cross-contamination risk when gloves contact work surfaces between food items. Particularly valuable in meat processing, deli operations, and commercial kitchens.
Optimized thickness: Standard food service gloves (4-5 mil) tear easily when handling bone-in meats, frozen products, or rough vegetables. Custom 6-8 mil thickness extends wear life while maintaining adequate dexterity for food preparation tasks. See potential risks of using nitrile gloves in food handling for context on proper selection.
Strategic texturing: Full-hand or palm texturing improves grip on wet, oily, or frozen food products. Smooth fingertips preserve sensitivity for delicate tasks like pastry work or garnishing. Custom texture placement optimizes performance for specific food handling tasks.
Color coding: Custom colors beyond standard blue enable color-coded food safety systems (different colors for raw meat, vegetables, ready-to-eat foods) preventing cross-contamination through visual management.
Extended cuffs: Custom 12-14 inch cuff lengths protect forearms during tasks like reaching into large mixing bowls, handling whole fish, or working with liquids.
Food industry applications for custom gloves:
- Meat and poultry processing: 7-9 mil thickness, antimicrobial treatment, aggressive texturing, extended cuffs
- Commercial baking: 5-6 mil thickness, smooth fingertips, textured palms, heat-resistant formulations
- Seafood handling: 6-8 mil thickness, full-hand texturing, antimicrobial treatment, cold-temperature flexibility
- Produce processing: 5-7 mil thickness, fingertip texturing, puncture-resistant formulations for stems and cores
- Deli and food service: 5-6 mil thickness, antimicrobial treatment, color coding options
For comprehensive guidance on food handling glove selection, review our articles on the best disposable gloves for cooking and 14 things to think about when buying gloves for food.
How Do I Know If My Workers Need Antimicrobial Coating on Their Gloves
Workers need antimicrobial-coated gloves when they wear gloves continuously for more than 90 minutes, work in environments with elevated microbial contamination risk, frequently touch multiple surfaces between tasks without glove changes, or handle products susceptible to bacterial spoilage. The decision depends on glove change frequency, cross-contamination risk, and whether standard hygiene protocols adequately control microbial transfer.
Situations where antimicrobial coatings provide measurable benefit:
Extended wear without changes: Food processing shifts where workers wear the same gloves for 2-4 hours while moving between tasks. Bacterial populations on standard glove surfaces can increase 10-100 fold during this period. Antimicrobial treatments suppress this growth.
High-touch environments: Janitorial work involving cleaning contaminated surfaces then touching door handles, equipment controls, or clean areas before task completion. Antimicrobial surfaces reduce bacterial transfer between contacts.
Products susceptible to contamination: Fresh produce handling, ready-to-eat food preparation, or pharmaceutical compounding where even small bacterial loads can cause spoilage or safety issues.
Limited hand washing access: Field service, utilities maintenance, or outdoor work where workers cannot easily wash hands between glove changes. Antimicrobial properties provide an additional safety margin.
Immunocompromised populations: Healthcare settings serving vulnerable patients where reducing any potential contamination vector adds value to existing infection control protocols.
Situations where antimicrobial coatings add little value:
Frequent glove changes: Tasks requiring glove changes every 15-30 minutes (raw meat to vegetables, patient to patient, contaminated area to clean area). Proper change protocols eliminate the bacterial buildup that antimicrobial treatments address.
Single-task applications: Workers who perform one task type with one glove pair then discard (assembly line work, single-patient procedures, dedicated food prep stations). No cross-contamination opportunity exists.
Chemical-intensive work: Harsh chemicals, solvents, or cleaning agents that degrade antimicrobial treatments within minutes. The coating provides no benefit if it’s destroyed immediately.
Cost-sensitive, low-risk applications: General maintenance, light assembly, or administrative tasks where contamination risk is minimal and the 30-50% cost premium cannot be justified.
Decision framework:
- Calculate average glove wear time per pair for your workers
- Map surface contact patterns (do gloves touch multiple areas between changes?)
- Assess contamination consequences (product spoilage, infection risk, regulatory compliance)
- Evaluate existing hygiene protocol effectiveness (are current practices adequate?)
- Compare antimicrobial glove cost premium against potential contamination costs
- Consider antimicrobial gloves if wear time exceeds 90 minutes AND cross-contamination risk exists
Antimicrobial coatings are a supplementary control, not a replacement for proper hand hygiene and glove change protocols. They reduce risk in situations where perfect protocol compliance is difficult to maintain, but they don’t eliminate the need for good practices.
Custom Nitrile Gloves vs Latex Gloves for Tattoo Artists
Tattoo artists should choose custom nitrile gloves over latex because nitrile eliminates latex allergy risk for both artists and clients, provides superior puncture resistance from needles, and offers better chemical resistance to inks and cleaning solutions, while custom specifications (4-5 mil thickness, smooth fingertips, textured palms) deliver the tactile sensitivity needed for precise needle control during 2-6 hour sessions. Latex gloves, despite slightly better elasticity, pose unacceptable allergy risks in a profession involving bloodborne pathogen exposure.
Why nitrile outperforms latex for tattooing:
Allergy elimination: Latex proteins cause Type I hypersensitivity reactions in 8-12% of healthcare workers and 1-6% of the general population. Symptoms range from contact dermatitis to anaphylaxis. Tattoo artists wearing latex gloves for 20-40 hours weekly face high sensitization risk. Clients with latex allergies risk reactions from artist glove contact with their skin. Nitrile contains no latex proteins, eliminating this risk entirely.
Puncture resistance: Tattoo needles repeatedly contact glove surfaces during ink loading and skin work. Nitrile’s synthetic polymer structure provides 2-3 times better puncture resistance than latex at equivalent thickness, reducing bloodborne pathogen exposure risk from needle sticks.
Chemical resistance: Tattoo inks contain pigments suspended in carriers (glycerin, witch hazel, alcohol). Cleaning solutions include green soap, alcohol, and disinfectants. Nitrile resists these chemicals better than latex, which can degrade or swell when exposed to petroleum-based or alcohol-containing products.
Consistent quality: Nitrile manufacturing produces more uniform thickness and fewer defects than latex dipping processes. This consistency matters for artists who depend on predictable tactile feedback and barrier protection.
Custom specifications for tattoo artists:
Thickness: 4-5 mil provides the thinnest barrier compatible with adequate puncture protection. Thicker gloves reduce the fine touch discrimination needed for precise needle depth control and line work.
Texture placement: Smooth fingertips preserve maximum sensitivity for needle manipulation. Textured palms and thumb provide grip on machines, ink bottles, and cleaning supplies without compromising fingertip feel.
Fit precision: Custom sizing options (XS through XXL with half sizes) ensure proper fit. Loose gloves bunch and interfere with fine motor control. Tight gloves cause hand fatigue during long sessions.
Extended cuffs: 10-12 inch cuffs protect wrists and forearms from ink splatter and provide overlap with sleeve coverage, maintaining barrier integrity during arm movements.
Color options: Black gloves reduce visible ink staining and provide a professional appearance. Some artists prefer purple or other colors for aesthetic or branding reasons.
For detailed comparison of glove materials for tattooing, see our analysis of nitrile gloves versus latex gloves for tattooing purposes.
What Texture Options Are Available for Custom Nitrile Gloves
Custom nitrile gloves offer five primary texture options: fully smooth surfaces, fingertip-only texturing, full-hand texturing, strategic grip zones, and micro-textured surfaces, each engineered for specific grip requirements, tactile sensitivity needs, and work environments. Texture selection should match the primary handling challenges workers face, whether wet conditions, oily surfaces, precision manipulation, or heavy object control.
Texture option 1: Fully smooth
Description: Completely smooth surface across entire glove with no raised patterns.
Best for: Cleanroom applications, electronics assembly, precision instrument handling, medical examination requiring maximum tactile sensitivity, applications where lint or particle generation must be minimized.
Grip performance: Adequate in dry conditions, poor in wet or oily environments.
Tactile sensitivity: Maximum sensitivity for fine touch discrimination and texture perception through the glove.
Texture option 2: Fingertip-only texturing
Description: Raised patterns (typically 0.3-0.5mm height) on fingertips and thumb tips, smooth palm and back.
Best for: General-purpose applications, light assembly, food handling, medical procedures, tasks requiring both grip and sensitivity.
Grip performance: Improved grip on small objects and controls, moderate improvement in wet conditions.
Tactile sensitivity: Good sensitivity preserved in palm area, slightly reduced at fingertips.
Texture option 3: Full-hand diamond grip
Description: Raised diamond or hexagonal patterns covering entire palm surface, fingers, and sometimes back of hand. Pattern height 0.5-1.0mm.
Best for: Automotive repair, utilities maintenance, heavy object handling, extremely wet or oily conditions, fishing, outdoor work.
Grip performance: Maximum grip improvement (40-60% better than smooth in wet conditions), excellent for slippery objects.
Tactile sensitivity: Significantly reduced fine touch discrimination, suitable for tasks not requiring precision manipulation.
Texture option 4: Strategic grip zones
Description: Texturing placed only on high-contact areas (palm, inner fingers, thumb) with smooth surfaces elsewhere.
Best for: Tool handling, equipment operation, tasks requiring both secure grip and some tactile feedback.
Grip performance: Good grip where needed, maintains sensitivity in untextured areas.
Tactile sensitivity: Balanced approach preserving sensitivity where texture isn’t applied.
Texture option 5: Micro-textured surfaces
Description: Very fine texture patterns (less than 0.3mm height) providing subtle grip enhancement without significant tactile reduction.
Best for: Food preparation, laboratory work, tasks requiring both moderate grip and good sensitivity.
Grip performance: Moderate grip improvement, better than smooth but less than aggressive texturing.
Tactile sensitivity: Minimal sensitivity reduction, good compromise between grip and feel.
Texture selection decision tree:
- Primary concern is wet/oily grip: Choose full-hand diamond grip or strategic grip zones
- Primary concern is tactile sensitivity: Choose smooth or micro-textured surfaces
- Balanced requirements: Choose fingertip-only or strategic grip zones
- Cleanroom or lint-free needs: Choose smooth surfaces only
- Heavy object handling: Choose full-hand diamond grip
Custom orders can specify texture placement, pattern type (diamond, hexagonal, linear), and pattern height to optimize performance for specific applications. Some manufacturers offer proprietary texture patterns designed for particular industries.
Do Thicker Nitrile Gloves Always Mean Better Chemical Resistance
Thicker nitrile gloves do not automatically provide better chemical resistance because permeation (chemical molecules passing through the polymer) depends primarily on the nitrile formulation and specific chemical involved, not just material thickness. While thickness affects breakthrough time (how long until permeation begins), a thin glove with the right polymer blend can outperform a thick glove with poor chemical compatibility. Chemical resistance requires matching glove formulation to specific chemical exposures.
How chemical permeation works:
Chemicals interact with nitrile polymers through three mechanisms:
Permeation: Chemical molecules dissolve into the glove material on the outside, diffuse through the polymer matrix, and emerge on the inside surface. This happens at the molecular level without visible damage.
Degradation: Chemicals break down the polymer structure, causing visible changes (softening, hardening, cracking, discoloration). The glove loses physical integrity.
Penetration: Chemicals pass through pinholes, tears, or seams without interacting with the polymer itself.
Thickness primarily affects permeation breakthrough time. A 10-mil glove might delay acetone permeation for 20 minutes versus 10 minutes for a 5-mil glove of identical formulation, but both eventually fail. The chemical still permeates; thickness just slows it down.
What actually determines chemical resistance:
Polymer formulation: The ratio of butadiene to acrylonitrile in the nitrile polymer determines chemical compatibility. Higher acrylonitrile content (38-42%) provides better resistance to petroleum products and oils. Lower content (32-36%) offers better flexibility but reduced chemical resistance.
Plasticizer selection: Additives that make gloves flexible can create pathways for chemical permeation. Chemical-resistant formulations use specialized plasticizers or reduce plasticizer content.
Accelerator chemistry: Compounds used to cure the polymer during manufacturing can affect chemical resistance. Some accelerators create weak points susceptible to specific chemicals.
Chemical-specific interactions: Nitrile resists petroleum products, oils, greases, and many solvents well but performs poorly against ketones (acetone, MEK), aromatic hydrocarbons (benzene, toluene), and some chlorinated solvents. No thickness overcomes poor chemical compatibility.
Practical implications:
A 15-mil general-purpose nitrile glove provides less protection against acetone than a 6-mil chemically-resistant nitrile glove formulated specifically for ketone resistance. The thinner glove’s specialized polymer formulation outperforms the thicker glove’s generic formulation.
For chemical handling, consult permeation data for your specific chemicals. Manufacturers provide breakthrough time data showing how long gloves resist particular chemicals. Choose gloves based on this data, not thickness alone. For more information on specific chemical resistance, see our articles on nitrile gloves and ketones and acetone permeation through nitrile gloves.
When thickness does matter for chemical resistance:
- Extending breakthrough time for compatible chemicals during short-duration tasks
- Providing physical durability against abrasion that could create penetration pathways
- Offering additional safety margin when exact chemical exposure is uncertain
- Reducing permeation rate (amount of chemical passing through per unit time) for compatible chemicals
Where Can I Buy Custom Nitrile Gloves with My Company Logo
Custom nitrile gloves with company logos are available through specialized glove manufacturers, industrial safety distributors with customization programs, and promotional product companies offering branded PPE, with minimum order quantities typically ranging from 1,000-10,000 pairs depending on customization complexity. Logo printing adds $0.03-0.10 per glove to base costs, with setup fees of $200-800 for artwork preparation and printing plate creation.
Purchasing channels for custom logo gloves:
Direct from manufacturers:
Large nitrile glove manufacturers (primarily based in Malaysia, Thailand, China, and Vietnam) offer full customization including logo printing, custom colors, and specification modifications. This route provides the lowest per-unit costs but requires large minimum orders (10,000-50,000 pairs), long lead times (10-16 weeks), and direct communication with overseas suppliers. Best for large organizations with predictable, high-volume needs.
Industrial safety distributors:
Major safety equipment distributors operate custom glove programs aggregating orders from multiple customers to reach manufacturer minimums. They offer logo printing, color selection, and basic specification choices with lower minimums (2,000-5,000 pairs), shorter lead times (6-10 weeks), and domestic customer service. Per-unit costs are higher than direct manufacturing but more accessible for mid-sized businesses.
Promotional product companies:
Companies specializing in branded merchandise offer nitrile gloves as promotional items with logo printing. They typically provide the lowest minimums (1,000-2,000 pairs) and fastest turnaround (4-6 weeks) but limited specification control. Best for businesses wanting branded gloves for marketing purposes rather than optimized performance specifications.
Online custom PPE platforms:
Emerging digital platforms connect buyers with manufacturers, offering online configuration tools for selecting specifications, uploading logos, and placing orders. Minimums vary (1,500-5,000 pairs) with transparent pricing and 6-10 week lead times. Good option for tech-savvy buyers comfortable with online purchasing.
Logo printing methods:
Pad printing: Most common method, transfers ink from etched plate to glove surface. Suitable for simple logos (1-3 colors), durable, cost-effective. Setup fee $200-400, adds $0.03-0.05 per glove.
Screen printing: Better for larger logos or multiple colors, uses mesh screen to apply ink. More durable than pad printing. Setup fee $300-600, adds $0.05-0.08 per glove.
Heat transfer: Applies pre-printed design using heat and pressure. Good for complex, multi-color logos. Setup fee $400-800, adds $0.08-0.10 per glove.
Laser etching: Burns logo into glove surface, permanent and chemical-resistant but limited to dark gloves. Setup fee $500-800, adds $0.06-0.09 per glove.
Ordering process:
- Determine glove specifications (thickness, texture, size distribution, quantity)
- Prepare logo artwork (vector format preferred, typically .AI or .EPS files)
- Request quotes from 3-5 suppliers with specifications and artwork
- Review samples showing logo placement and print quality
- Confirm minimum order quantity, lead time, and total cost including setup fees
- Place order with 50% deposit (typical for custom orders)
- Approve pre-production sample before full manufacturing run
- Receive shipment and inspect quality before final payment
Cost example:
5,000 pairs of 6-mil textured nitrile gloves with 2-color logo, custom purple color:
- Base glove cost: $0.18 x 5,000 = $900
- Custom color: $0.04 x 5,000 = $200
- Logo printing: $0.05 x 5,000 = $250
- Setup fees: $400
- Total: $1,750 ($0.35 per glove)
Standard gloves without customization: $0.12 x 5,000 = $600
The $1,150 premium ($0.23 per glove) buys brand visibility, professional appearance, and potentially better specifications for your application.
Frequently Asked Questions
How long do custom nitrile gloves typically last compared to standard gloves?
Custom nitrile gloves engineered for specific applications typically last 50-70% longer than standard gloves in demanding environments. A 12-mil automotive glove might last an entire 8-hour shift versus 2-3 hours for a standard 5-mil glove. Actual lifespan depends on thickness, work conditions, and task requirements.
Can antimicrobial treatments on nitrile gloves cause skin reactions?
Antimicrobial treatments using silver ions or copper compounds rarely cause skin reactions because they’re bonded to the outer glove surface and don’t contact skin directly. However, individuals with metal sensitivities should test gloves before extended use. Reactions are far less common than with latex proteins.
Do textured nitrile gloves wear out faster than smooth ones?
Textured gloves don’t inherently wear out faster, but the raised texture patterns can abrade more quickly when repeatedly rubbed against rough surfaces. In applications involving frequent surface contact, texture height may diminish over time while the base glove remains intact. This affects grip performance before causing glove failure.
Are custom nitrile gloves recyclable?
Most nitrile gloves, including custom variants, are not recyclable through standard municipal programs because they’re contaminated with oils, chemicals, or biological materials during use. Some specialized recycling programs accept clean nitrile gloves, but availability is limited. Disposal typically requires regular waste or medical waste streams depending on contamination.
How do I determine the right size distribution when ordering custom gloves?
Survey your workforce to determine size needs, then order approximately: 10% small, 35% medium, 40% large, 15% extra-large. Adjust based on your specific workforce demographics. Ordering too many of one size creates waste, while shortages force workers into poorly-fitting gloves that tear more easily or reduce dexterity.
Can custom nitrile gloves be made powder-free?
Yes, virtually all modern nitrile gloves including custom variants are manufactured powder-free. Powder (cornstarch) was historically used to ease donning but caused respiratory issues and contamination problems. Current manufacturing uses polymer treatments or chlorination to achieve easy donning without powder.
What’s the shelf life of custom nitrile gloves with antimicrobial treatments?
Custom nitrile gloves with antimicrobial treatments have a shelf life of 3-5 years when stored properly (cool, dry, away from direct sunlight and ozone sources). The antimicrobial properties remain effective throughout this period. Standard nitrile gloves without treatments have similar shelf life, as the base polymer is the limiting factor.
Do custom nitrile gloves require special storage conditions?
Custom nitrile gloves should be stored at 50-80°F (10-27°C) with relative humidity below 80%, away from direct sunlight, ozone sources (electric motors, UV lights), and chemical vapors. Extreme temperatures or humidity can degrade the polymer or antimicrobial treatments. Proper storage ensures gloves maintain specifications until use.
Can I get custom nitrile gloves in colors other than blue or black?
Yes, custom orders can specify virtually any color including purple, green, orange, pink, or white. Color customization adds $0.02-0.05 per glove depending on pigment costs and order volume. Some industries use color coding for safety systems (different colors for different chemicals or tasks).
How do I test if custom gloves meet my needs before ordering large quantities?
Request sample quantities (50-200 pairs) for field testing before committing to full orders. Most suppliers provide samples at or near cost. Test samples with actual workers across different shifts and tasks for 1-2 weeks, gathering feedback on durability, comfort, and performance before placing production orders.
Are custom nitrile gloves suitable for cleanroom environments?
Custom nitrile gloves can be manufactured to cleanroom standards (Class 10-100) with specifications including low particle generation, smooth surfaces, double-bagging, and gamma irradiation sterilization. These requirements add significant cost but are available for pharmaceutical, semiconductor, or medical device manufacturing applications.
What certifications should I look for when buying custom nitrile gloves?
Look for ASTM D6319 (examination gloves), FDA 21 CFR 177.2600 (food contact), EN 374 (chemical resistance), EN 455 (medical gloves), or ISO 374 (protective gloves against chemicals). Certifications confirm gloves meet minimum performance standards. Custom gloves should maintain relevant certifications for their intended use.
Conclusion
Custom nitrile gloves deliver measurable performance improvements for niche industries facing specialized hazards that standard commercial gloves cannot adequately address. By tailoring thickness to match physical demands (8-15 mil for automotive versus 4-6 mil for medical work), engineering texture patterns for specific grip requirements (full-hand diamond grip for wet conditions versus smooth fingertips for precision tasks), and integrating antimicrobial treatments where extended wear creates cross-contamination risk, organizations reduce glove replacement frequency by 50-70% while improving worker safety and productivity.
The decision to invest in custom gloves requires careful analysis of your specific application. Calculate total cost of ownership including replacement frequency, not just per-unit price. A $0.30 custom glove lasting an entire shift costs less than three $0.12 standard gloves torn within the same period. Test samples with actual workers in real conditions before committing to large orders. Start with 50-200 pairs across different shifts to gather feedback on durability, comfort, and performance.
For businesses unable to meet 10,000-50,000 pair minimums for full customization, explore semi-custom options through distributors or configurable product lines offering predetermined thickness, texture, and treatment combinations at 1,000-5,000 pair minimums. As volume grows, progress to full specification control.
The most successful custom glove implementations follow a structured approach: identify primary hazards and task requirements, determine appropriate thickness using actual wear testing rather than assumptions, select texture patterns matching grip needs without sacrificing necessary dexterity, evaluate antimicrobial treatments based on wear duration and cross-contamination risk, and calculate total cost including replacement frequency and productivity impacts.
Whether you’re an automotive shop tired of frequent glove tears, a food processor seeking antimicrobial protection for extended shifts, a tattoo artist requiring maximum tactile sensitivity with bloodborne pathogen protection, or a utility company needing wet-grip performance in outdoor conditions, custom nitrile gloves engineered for your specific requirements deliver better protection, longer wear life, and lower total cost than compromising with standard commercial options.
Start by reviewing your current glove usage patterns, replacement frequency, and worker feedback. Contact manufacturers or distributors to discuss your specific requirements and request samples for field testing. The investment in properly specified custom gloves pays dividends through reduced replacement costs, improved worker satisfaction, and enhanced safety performance.
SEO Meta Title: Custom Nitrile Gloves: Thickness, Texture & Antimicrobial Guide