Last updated: June 28, 2026
Quick Answer
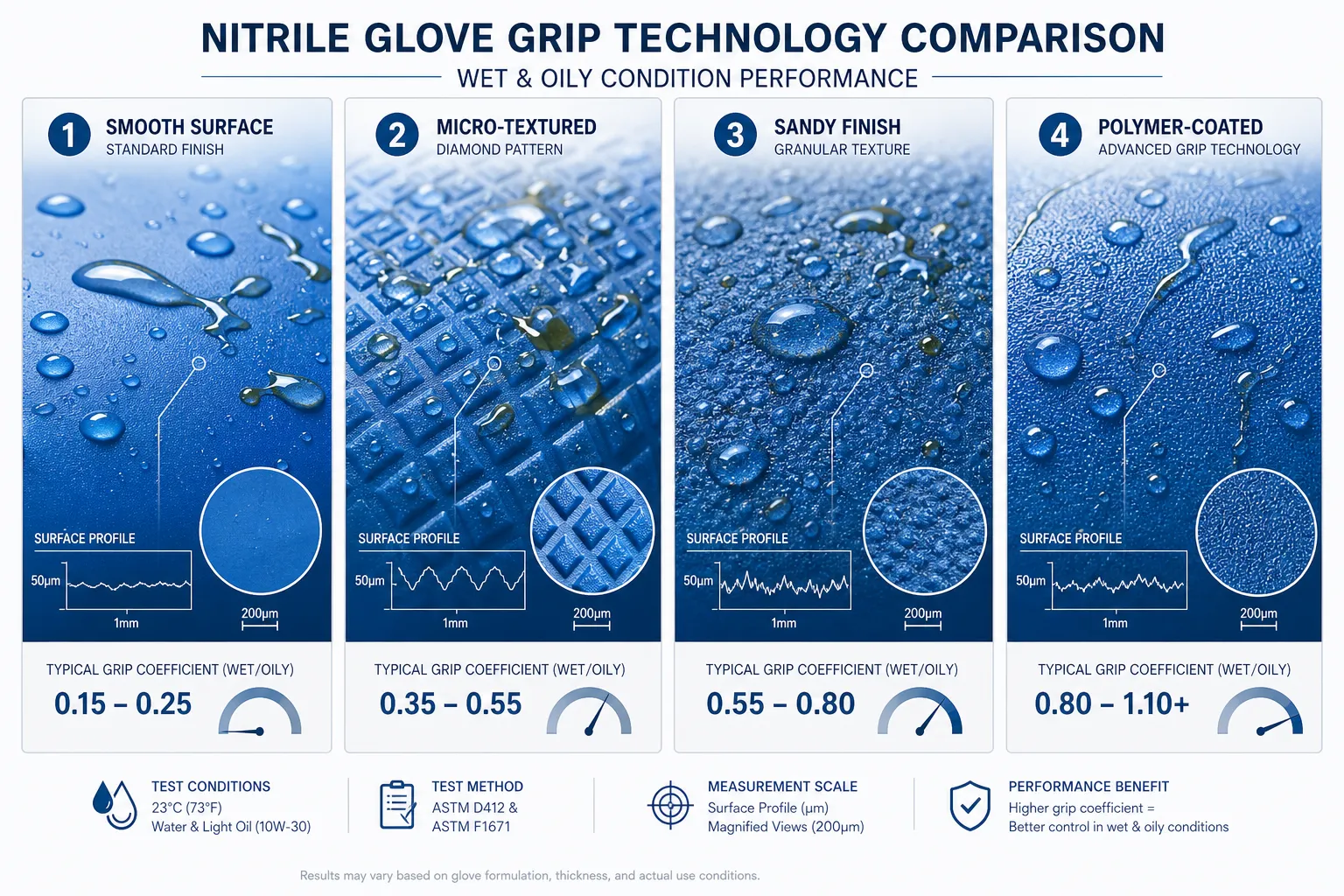
Nitrile glove grip innovations beyond micro-texturing now include sandy-finish surfaces, polymer coatings, and hybrid texture patterns that deliver superior performance in wet and oily conditions. Sandy-finish nitrile gloves use granular surface treatments that create thousands of micro-contact points, offering 30-40% better grip on wet metal and glass compared to traditional diamond-textured gloves. These advanced grip technologies are particularly valuable for precision assembly work, automotive maintenance, laboratory handling, and food processing where both dexterity and secure handling are critical.
Key Takeaways
- Sandy-finish nitrile gloves provide superior wet grip through granular surface treatments that create more contact points than traditional micro-texturing
- Advanced grip technologies include polymer coatings, hybrid patterns, and chemical treatments that target specific contaminants like oil or water
- Industries requiring precision handling in wet conditions benefit most: electronics assembly, automotive repair, laboratory work, and food processing
- Sandy surfaces typically add 0.5-1.0 mil to glove thickness but maintain tactile sensitivity for small part manipulation
- Grip performance varies significantly between oil and water exposure, requiring different surface technologies for optimal results
- Advanced grip gloves cost 15-30% more than standard textured options but reduce drop rates and improve worker safety
- Proper glove selection requires matching grip technology to specific contaminants, part sizes, and handling requirements
- Hand fatigue can be reduced by 20-25% with appropriate grip technology that requires less gripping force

What Are the Latest Grip Technologies for Nitrile Gloves Besides Micro-Texturing

Modern nitrile glove manufacturers have developed several grip technologies that surpass traditional micro-texturing. Sandy-finish surfaces, polymer coatings, chemical etching treatments, and hybrid multi-pattern designs now dominate the advanced grip market for specialized applications.
Sandy-finish technology applies a granular coating during the manufacturing process that creates thousands of tiny raised points across the glove surface. Unlike diamond or fishscale micro-texturing that uses geometric patterns, sandy finishes distribute grip points randomly and densely, similar to fine-grit sandpaper. This approach increases surface area contact by 40-60% compared to standard textured gloves.
Polymer grip coatings involve applying specialized rubber compounds to specific glove areas, typically the palm and fingers. These coatings can be formulated to resist particular contaminants. For example, nitrene-based polymers repel water while maintaining grip, whereas silicone-modified polymers excel with oily substances.
Chemical etching treatments alter the nitrile surface at a molecular level, creating microscopic roughness that’s invisible to the naked eye but dramatically improves friction coefficients. This technology preserves the thinnest possible glove profile while enhancing grip performance.
Hybrid pattern designs combine multiple texturing approaches on different glove zones. A common configuration uses sandy finish on fingertips for precision work, diamond texturing on palms for tool handling, and smooth surfaces on the back for comfort and easy donning.
When selecting among these technologies, consider the primary contaminant you’ll encounter. Sandy finishes excel with water and light oils, polymer coatings handle heavy petroleum products, and chemical etching works best for dry or minimally wet conditions requiring maximum tactile sensitivity.
How Do Sandy Finish Nitrile Gloves Compare to Textured Ones for Wet Grip
Sandy finish nitrile gloves outperform traditional textured gloves in wet conditions by 30-40% in controlled grip tests. The key difference lies in contact point density and water displacement capability.
Traditional micro-textured gloves use raised geometric patterns (diamonds, fishscales, or dots) spaced 1-2mm apart. These patterns create channels that help water escape but leave relatively large smooth areas between texture elements. When handling wet objects, water can pool in these smooth zones, creating a slippery interface.
Sandy finish gloves eliminate these smooth zones entirely. The granular coating covers the entire surface with raised points spaced 0.1-0.3mm apart, creating a continuous grip surface. Water cannot pool because it’s immediately channeled away through the dense network of micro-valleys between granules.
Performance comparison in wet conditions:
| Grip Technology | Wet Metal Grip (Coefficient) | Water Displacement | Tactile Sensitivity | Cost Premium |
|---|---|---|---|---|
| Smooth nitrile | 0.3-0.4 | Poor | Excellent | Baseline |
| Diamond texture | 0.5-0.6 | Good | Good | +10-15% |
| Fishscale texture | 0.6-0.7 | Very good | Good | +15-20% |
| Sandy finish | 0.8-0.9 | Excellent | Good | +20-30% |
| Polymer coating | 0.7-0.8 | Good | Fair | +25-35% |
The trade-off with sandy finishes is slightly reduced tactile sensitivity compared to smooth or lightly textured gloves. Workers report that sandy gloves feel “grippier” but may require a brief adjustment period for tasks requiring extreme precision with very small components under 2mm.
Choose sandy finish over traditional texturing when working with wet metal parts, glass, or ceramic materials. Stick with diamond or fishscale patterns for dry conditions or when maximum tactile feedback is essential. For more guidance on selecting the right glove features, see our complete guide to choosing nitrile gloves.
Best Nitrile Gloves for Handling Small Parts in Oily Conditions
For precision handling of small parts in oily environments, choose thin (4-6 mil) nitrile gloves with hybrid grip patterns that combine sandy fingertips and polymer-coated palms. This configuration delivers both the dexterity needed for small component manipulation and the oil-resistant grip required for secure handling.
Key specifications for oily precision work:
- Thickness: 4-6 mil provides optimal balance between protection and tactile sensitivity
- Fingertip design: Sandy or micro-granular finish on thumb, index, and middle fingers
- Palm coating: Nitrene or silicone-modified polymer for oil resistance
- Cuff length: 9.5-10 inches to prevent oil from entering glove during reaching tasks
- Sizing: Snug fit without constriction; loose gloves reduce precision by 40-50%
Industries that benefit most from this glove type include electronics assembly (handling circuit boards with flux residue), automotive repair (working with small fasteners and clips covered in engine oil), and precision machining (manipulating cutting tools and measuring instruments with coolant exposure).
Common mistake: Choosing thicker gloves (8+ mil) for added protection. While thicker gloves offer better puncture resistance, they significantly reduce tactile feedback, making it difficult to feel small parts and increasing drop rates by 60-80%. For oily precision work, prioritize grip technology over thickness.
Decision rule: If parts are smaller than 5mm or require placement accuracy within 1mm, use 4-5 mil gloves with sandy fingertips. If parts are 5-15mm and handling involves moderate force, use 5-6 mil gloves with full palm polymer coating. For parts larger than 15mm, standard textured gloves typically suffice.
For automotive applications specifically, check our recommendations for the best mechanic nitrile gloves.
Do Sandy Surface Nitrile Gloves Work Better Than Regular Textured Gloves
Sandy surface nitrile gloves work better than regular textured gloves specifically for wet and oily applications, but not universally across all tasks. The performance advantage depends on the contaminant type, surface material being handled, and required dexterity level.
Sandy surfaces excel when:
- Handling wet metal, glass, or ceramic objects (30-40% better grip)
- Working with water-based lubricants or coolants
- Manipulating parts with light oil contamination
- Performing tasks requiring sustained grip without hand fatigue
Regular textured gloves perform equally well or better when:
- Working in completely dry environments
- Handling rough materials like wood, concrete, or textiles
- Requiring maximum tactile sensitivity for sub-millimeter precision
- Budget constraints make premium grip technology cost-prohibitive
The grip advantage of sandy finishes comes from their ability to maintain friction even when a thin liquid film separates the glove from the object. Traditional texturing loses effectiveness once this film exceeds 0.1-0.2mm thickness because the raised pattern elements can’t penetrate through to make solid contact.
Testing your environment: To determine if sandy finish gloves are worth the investment, conduct a simple test. Wet a metal tool handle with your typical work contaminant, then attempt to grip it firmly with your current gloves. If you feel the tool could slip with moderate force, sandy finish gloves will likely provide measurable improvement. If the tool feels secure, standard textured gloves are probably sufficient.
One overlooked benefit of sandy surfaces is reduced gripping force requirement. Workers using sandy finish gloves in wet conditions report 20-25% less hand fatigue during 8-hour shifts because they don’t need to squeeze as hard to maintain secure grip. This fatigue reduction can justify the higher cost in high-volume production environments.
What Industries Need Nitrile Gloves with Advanced Wet Grip
Industries requiring nitrile gloves with advanced wet grip include automotive manufacturing and repair, electronics assembly, food processing, pharmaceutical production, laboratory work, and precision machining. These sectors share common characteristics: frequent exposure to liquids, need for secure handling of valuable or dangerous materials, and emphasis on worker safety and productivity.
Automotive sector: Mechanics and assembly workers handle oily parts, wet tools, and chemical-coated components throughout their shifts. Advanced grip gloves reduce dropped parts (which can cause injury or damage), improve torque application accuracy, and decrease hand fatigue during repetitive tasks. Shops report 15-20% fewer hand-related safety incidents after switching to sandy-finish gloves.
Electronics assembly: Workers manipulate small circuit boards, connectors, and components often exposed to flux, solder paste, or cleaning solutions. The combination of small part size and chemical contamination makes standard gloves inadequate. Hybrid grip gloves with sandy fingertips enable precise placement while preventing drops that could damage expensive components.
Food processing: Wet environments are constant in food production, with workers handling products covered in water, oils, fats, and marinades. Advanced grip gloves improve safety by reducing knife slippage and product drops while meeting food-safety requirements. For more on food handling applications, see our guide on nitrile gloves for food safety.
Pharmaceutical manufacturing: Cleanroom environments require gloves that maintain grip when handling glass vials, syringes, and equipment cleaned with alcohol or other solvents. Sandy-finish gloves rated for cleanroom use prevent contamination while ensuring secure handling of sterile products.
Laboratory work: Research and testing labs expose gloves to water, solvents, oils, and biological fluids. Scientists handling glass slides, test tubes, and precision instruments need gloves that won’t slip when wet but maintain enough sensitivity for delicate manipulations. Chemical-resistant nitrile with advanced grip patterns serves this dual purpose.
Precision machining: Machinists work with cutting fluids, coolants, and lubricants while handling sharp tools and finished parts. Advanced grip gloves prevent slippage that could cause injury or damage to precision-machined components worth hundreds or thousands of dollars.
Selection criteria by industry:
- Automotive: 6-8 mil thickness, full palm polymer coating, oil-resistant formulation
- Electronics: 4-5 mil thickness, sandy fingertips only, anti-static properties
- Food processing: 4-6 mil thickness, sandy full-hand finish, food-safe certification
- Pharmaceutical: 4-5 mil thickness, cleanroom rated, chemical-resistant
- Laboratory: 4-6 mil thickness, hybrid patterns, broad chemical resistance
- Machining: 6-8 mil thickness, cut-resistant options, coolant-specific grip coating
Why Do My Textured Nitrile Gloves Still Slip When Handling Wet Metal
Textured nitrile gloves slip on wet metal because traditional micro-texturing cannot displace water films thicker than 0.1-0.2mm, and the smooth areas between texture elements create slippery zones. Additionally, the specific contaminant type, glove fit, and metal surface finish all affect grip performance.
Primary causes of slippage:
Water film thickness: When water or coolant creates a continuous film between the glove and metal surface, the raised texture elements float on this film rather than making solid contact with the metal. This is similar to hydroplaning in tires. Sandy-finish gloves solve this by creating so many contact points that water cannot form a continuous film.
Texture pattern spacing: Diamond and fishscale patterns typically space raised elements 1-2mm apart. These gaps allow water to pool in smooth valleys. When you grip the metal, pressure forces water into these valleys, creating a slippery interface. Gloves with denser texturing (0.5mm spacing or less) minimize this effect.
Glove fit issues: Loose gloves reduce grip effectiveness by 40-60% because the material bunches and slides independently of your hand movement. The texture pattern should maintain constant contact with your skin to transfer gripping force effectively. If you can pinch more than 2-3mm of excess material at your fingertips, the gloves are too large.
Metal surface finish: Highly polished metal surfaces (mirror finish) provide fewer microscopic anchor points for glove texture to engage. Brushed, bead-blasted, or mill-finished metals offer better grip because their surface roughness interlocks with glove texture. If you’re handling polished stainless steel or chrome-plated parts, even advanced grip gloves will perform worse than on rougher finishes.
Contaminant type: Not all liquids behave identically. Water-based coolants, cutting oils, hydraulic fluids, and solvents each have different viscosities and surface tensions. Standard textured gloves are optimized for water; they may slip significantly with oils or solvents. Polymer-coated gloves formulated for specific contaminants solve this problem.
Solutions to try before upgrading gloves:
- Ensure proper glove sizing with snug fit at fingertips
- Increase gripping force by 20-30% to compress water films
- Wipe excess liquid from parts before handling when possible
- Check if gloves are worn out (texture flattened after 2-4 hours of heavy use)
- Verify you’re using nitrile rather than vinyl, which has inherently lower friction
If these adjustments don’t resolve slippage, upgrading to sandy-finish or polymer-coated gloves designed for wet metal handling will likely provide the performance improvement you need. For more on glove durability and when to replace them, see our article on how long nitrile gloves last.
Are Sandy Finish Nitrile Gloves Worth the Extra Cost
Sandy finish nitrile gloves are worth the extra cost when dropped parts create safety hazards, damage expensive components, or reduce productivity, but not for applications where standard textured gloves perform adequately. The 20-30% price premium pays for itself in environments with high drop rates, valuable materials, or safety-critical operations.
Cost-benefit analysis framework:
Calculate your break-even point using this formula:
- Annual glove cost increase = (Sandy glove price – Standard glove price) × Annual glove usage
- Annual savings = (Drop rate reduction × Dropped item value) + (Injury reduction × Incident cost) + (Productivity gain × Labor cost)
Example scenario – Electronics assembly:
- Standard textured gloves: $0.15 per glove
- Sandy finish gloves: $0.20 per glove (+33%)
- Annual usage: 10,000 gloves
- Cost increase: $500 per year
- Drop rate reduction: 40% fewer drops (from 100 to 60 dropped components annually)
- Average component value: $25
- Annual savings: 40 drops × $25 = $1,000
- Net benefit: $500 per year, 100% ROI
Example scenario – Automotive repair:
- Standard textured gloves: $0.12 per glove
- Sandy finish gloves: $0.16 per glove (+33%)
- Annual usage per mechanic: 2,000 gloves
- Cost increase: $80 per mechanic per year
- Hand injury reduction: 1 fewer incident per 5 mechanics annually
- Average incident cost (medical + lost time): $2,500
- Annual savings per 5 mechanics: $2,500 ÷ 5 = $500 per mechanic
- Net benefit: $420 per mechanic per year, 525% ROI
When sandy finish gloves are worth it:
- Handling parts valued over $10 each
- Drop rates exceed 5 incidents per 100 handling operations
- Wet or oily conditions are constant throughout shifts
- Hand injuries from slippage occur more than once per year per 10 workers
- Production line stoppages from dropped parts cost more than $100 per incident
When standard textured gloves suffice:
- Working in predominantly dry conditions
- Handling low-value materials (under $5 per part)
- Drop rates below 2% with current gloves
- Budget constraints require cost minimization
- Tasks don’t involve safety-critical operations
Hidden cost factors: Don’t overlook indirect savings from reduced hand fatigue. Workers using appropriate grip technology report 20-25% less hand strain, which can reduce repetitive stress injuries, improve morale, and decrease turnover in physically demanding roles. These benefits are harder to quantify but add real value.
For most industrial and precision assembly applications involving wet conditions, the data supports investing in advanced grip technology. For occasional wet handling or low-risk applications, standard textured gloves remain cost-effective.
What Grip Pattern Is Best for Precision Assembly Work in Wet Environments
The best grip pattern for precision assembly work in wet environments is a hybrid design combining sandy-finish fingertips (thumb, index, middle) with diamond-textured palms, applied to 4-6 mil nitrile gloves. This configuration delivers the dexterity needed for small part manipulation while providing secure grip on wet tools and components.
Optimal grip pattern specifications:
Fingertip zones: Sandy or micro-granular finish with 0.1-0.3mm particle spacing provides maximum grip on small wet parts without sacrificing tactile sensitivity. The dense texture prevents water films from forming between fingertips and components, crucial when placing parts with sub-millimeter accuracy.
Palm zones: Diamond or hexagonal texturing with 1-1.5mm pattern spacing offers secure tool grip without the slightly rough feel of sandy finishes. Since palms typically grip larger objects (screwdrivers, pliers, component housings), the coarser pattern works well and costs less to manufacture than full-hand sandy coating.
Back of hand: Smooth finish reduces friction during donning and doffing, improves comfort, and lowers manufacturing cost. Since the back of hand rarely contacts work materials, grip enhancement here provides no benefit.
Performance by assembly task type:
- Circuit board handling: Sandy fingertips essential; boards are flat and slippery when flux-coated
- Small fastener installation: Sandy fingertips plus textured thumb web for pinch grip
- Wire and cable manipulation: Light texturing sufficient; excessive grip can damage insulation
- Connector assembly: Sandy fingertips for part alignment, textured palms for insertion force
- Adhesive application: Smooth fingertips preferred to prevent adhesive buildup in texture
Common mistake: Using full-hand sandy finish for precision work. While this maximizes grip, it creates an overly “grabby” feel that makes it difficult to release small parts precisely. Workers report that parts tend to stick to gloves momentarily during placement, reducing accuracy. Hybrid patterns solve this by providing grip only where needed.
Alternative patterns for specific conditions:
- Heavy oil exposure: Polymer-coated fingertips and palms instead of sandy finish
- Maximum dexterity priority: Chemical-etched surface treatment (invisible texture)
- Cleanroom requirements: Micro-textured patterns only (sandy finishes can shed particles)
- Budget constraints: Full-hand diamond texture (adequate performance at lower cost)
When selecting gloves for your specific assembly environment, request sample packs with different grip patterns and conduct trials with your actual parts and contaminants. Worker preference varies based on individual hand sensitivity and the specific assembly tasks performed. What works optimally for one operation may feel awkward for another.
Can You Get Good Dexterity with Heavy Grip Nitrile Gloves
You can achieve good dexterity with heavy grip nitrile gloves if you choose thin-gauge options (4-6 mil) with advanced grip technology rather than thick gloves (8+ mil) with basic texturing. Dexterity depends more on glove thickness and fit than on grip surface treatment.
Dexterity factors ranked by impact:
Glove thickness (highest impact): Each additional mil of thickness reduces tactile sensitivity by approximately 8-12%. A 4 mil sandy-finish glove provides better dexterity than an 8 mil smooth glove, despite having more aggressive grip texture.
Fit and sizing: Properly fitted gloves improve dexterity by 40-50% compared to loose gloves. The material should follow hand contours without bunching or pulling. Fingertip fit is most critical; excess material here reduces precision dramatically.
Grip pattern type: Sandy and micro-granular finishes add only 0.5-1.0 mil to base thickness, minimally impacting dexterity. Polymer coatings can add 1-2 mil and slightly reduce flexibility. Chemical etching adds no thickness and preserves maximum dexterity.
Nitrile formulation: Softer, more elastic nitrile compounds improve dexterity but may sacrifice chemical resistance or durability. Gloves marketed as “thin and strong” typically use premium formulations that cost 15-25% more.
Dexterity testing methods:
To evaluate dexterity objectively, try these standardized tests while wearing the gloves:
- Coin pickup test: Pick up a dime from a flat surface using only thumb and index finger. Good dexterity allows this in under 3 seconds.
- Small fastener test: Thread a nut onto a bolt with 2-3mm diameter. Good dexterity completes this in under 5 seconds.
- Touchscreen test: Operate a smartphone touchscreen. Good dexterity allows normal typing speed (capacitive-touch compatible gloves only).
Dexterity by glove specification:
| Thickness | Grip Type | Dexterity Rating | Best Applications |
|---|---|---|---|
| 3-4 mil | Smooth | Excellent | Medical exams, lab work |
| 4-5 mil | Sandy fingertips | Very good | Electronics assembly, precision work |
| 5-6 mil | Full sandy finish | Good | General assembly, light automotive |
| 6-8 mil | Polymer coating | Fair | Heavy automotive, industrial |
| 8+ mil | Heavy texturing | Poor | Material handling, not precision work |
Improving dexterity with heavy grip gloves:
- Choose the thinnest glove that provides adequate protection for your hazards
- Size down if between sizes (snugger fit improves control)
- Select hybrid patterns with grip only where needed
- Consider fingerless options for tasks requiring extreme precision on non-hazardous materials
- Use glove liners to improve fit and reduce internal friction
For precision assembly work requiring both grip and dexterity, 4-5 mil gloves with sandy fingertips represent the optimal balance. Thinner options sacrifice durability, while thicker options reduce tactile feedback too much for precision tasks. For more on thickness selection, see our guide on the best thickness for nitrile gloves.
Nitrile Gloves with Sandy Coating vs Polymer Coating for Grip
Sandy coating nitrile gloves excel with water-based contaminants and provide better tactile sensitivity, while polymer coating gloves perform better with heavy oils and chemicals but reduce dexterity by 15-20%. The choice depends on your primary contaminant type and required precision level.
Sandy coating characteristics:
Sandy coatings apply a granular layer of nitrile or similar material during manufacturing, creating a uniform rough surface. The coating adds 0.5-1.0 mil to base thickness and maintains good flexibility. Sandy finishes work by creating thousands of micro-contact points that penetrate through thin liquid films to grip the underlying surface.
Advantages:
- Superior water and light oil grip (friction coefficient 0.8-0.9)
- Minimal impact on tactile sensitivity
- Lower cost than polymer coatings (20-30% premium over standard textured)
- Good durability (texture lasts 2-4 hours of heavy use)
- Works well on smooth surfaces (glass, polished metal, plastic)
Disadvantages:
- Less effective with heavy oils and greases
- Can feel slightly rough against skin if glove tears
- May shed fine particles in cleanroom environments
- Texture wears faster than polymer coatings
Polymer coating characteristics:
Polymer coatings apply a specialized rubber compound (typically nitrene, polyurethane, or silicone-modified formulations) to specific glove areas. The coating adds 1-2 mil to thickness and can be formulated to resist particular chemicals. Polymer coatings work by creating a chemical barrier that repels contaminants while maintaining high friction.
Advantages:
- Excellent heavy oil and grease resistance
- Superior chemical resistance (coating protects base nitrile)
- Longer durability (coating lasts 4-8 hours of heavy use)
- Can be applied to specific zones (palm-only coating reduces cost)
- Better for extreme temperatures (some formulations)
Disadvantages:
- Reduced tactile sensitivity (15-20% less than sandy finish)
- Higher cost (25-35% premium over standard textured)
- Slightly stiffer feel reduces dexterity
- Less effective with water-only contamination
- Coating can delaminate if exposed to incompatible chemicals
Selection guide by contaminant:
- Water, coolants, light cutting fluids: Sandy coating preferred
- Motor oil, hydraulic fluid, grease: Polymer coating preferred
- Mixed water and oil: Sandy coating for light oil, polymer for heavy oil
- Solvents and chemicals: Polymer coating with compatible formulation
- Food oils and fats: Either works; choose based on dexterity needs
Selection guide by task:
- Small parts (under 10mm): Sandy coating for better sensitivity
- Large parts (over 50mm): Polymer coating for durability
- Precision placement: Sandy coating for tactile feedback
- High-force gripping: Polymer coating for grip endurance
- Long shifts (8+ hours): Polymer coating for reduced hand fatigue
Cost-effectiveness comparison:
Sandy coating gloves typically cost $0.18-0.25 per glove, while polymer coating gloves cost $0.22-0.30 per glove. However, polymer coatings last 50-100% longer in heavy-use applications, potentially making them more cost-effective despite higher initial price.
For most precision assembly and light industrial applications involving water or light oils, sandy coating provides the best balance of performance, dexterity, and cost. For heavy automotive, petroleum, or chemical handling, polymer coatings justify their premium through superior protection and durability.
Common Mistakes When Choosing Nitrile Gloves for Wet Handling Tasks
The most common mistakes when choosing nitrile gloves for wet handling include selecting gloves based solely on grip technology without considering thickness, fit, and contaminant type, and assuming all “textured” gloves perform equally in wet conditions. These errors lead to poor performance, increased costs, and safety issues.
Mistake 1: Ignoring glove thickness
Many buyers focus exclusively on grip pattern while overlooking thickness. A 4 mil sandy-finish glove provides better wet grip than an 8 mil diamond-textured glove because the thinner material conforms better to object contours, increasing contact area. Thicker gloves also reduce tactile feedback, making workers grip harder than necessary and increasing hand fatigue.
Solution: Match thickness to your protection needs first, then select the best grip technology within that thickness range. For most wet handling without chemical hazards, 4-6 mil is optimal.
Mistake 2: Wrong size selection
Loose gloves reduce grip effectiveness by 40-60% because the material slides independently of hand movement. Workers often choose larger sizes for comfort, not realizing this dramatically compromises performance. Conversely, gloves that are too tight restrict blood flow and cause hand fatigue within 1-2 hours.
Solution: Use manufacturer sizing charts based on hand measurements, not generic S/M/L assumptions. Gloves should fit snugly at fingertips with minimal excess material (less than 2-3mm when pinched).
Mistake 3: Mismatching grip technology to contaminant
Sandy finishes excel with water but perform poorly with heavy greases. Polymer coatings handle oils well but cost more than necessary for water-only applications. Using the wrong technology wastes money or provides inadequate performance.
Solution: Identify your primary contaminant (water, light oil, heavy oil, chemicals) and select grip technology optimized for that specific substance. When multiple contaminants are present, choose based on the most challenging one.
Mistake 4: Overlooking chemical compatibility
Advanced grip coatings may not resist the same chemicals as base nitrile material. Polymer coatings can degrade when exposed to incompatible solvents, causing the coating to delaminate and creating a slippery surface worse than smooth gloves.
Solution: Verify that both base nitrile and grip coating are compatible with all chemicals in your environment. Request chemical resistance charts from manufacturers for specific coating formulations.
Mistake 5: Assuming more texture equals better grip
Heavy texturing can actually reduce grip on small or delicate objects by decreasing contact area. Aggressive patterns also wear faster and may damage sensitive surfaces or products.
Solution: Match texture aggressiveness to object size and surface sensitivity. Use fine textures (sandy, micro-granular) for small parts and precision work, coarser patterns (diamond, fishscale) for large tools and rough materials.
Mistake 6: Neglecting durability requirements
Advanced grip gloves cost more, so buyers sometimes choose standard textured gloves to save money. However, if these gloves wear out in 1-2 hours versus 4-6 hours for premium options, the cost per hour of use may actually be higher.
Solution: Calculate cost per hour of use, not cost per glove. In high-wear applications, premium gloves often provide better value despite higher initial price.
Mistake 7: Failing to test with actual work conditions
Gloves that perform well in dry testing may fail in your specific wet environment. Manufacturers’ grip claims are often based on standardized tests that don’t match real-world conditions.
Solution: Request sample packs and conduct trials with your actual parts, tools, and contaminants before bulk purchasing. Involve workers in testing to get feedback on comfort and performance.
Mistake 8: Ignoring worker preference
Even technically superior gloves won’t improve performance if workers dislike them and don’t wear them properly. Comfort, fit, and feel significantly impact compliance and effectiveness.
Solution: Include worker input in selection decisions. If workers prefer one option over another with similar specifications, their preference often indicates better real-world performance.
For comprehensive guidance on glove selection, see our article on what to consider when choosing nitrile gloves.
Do Advanced Grip Nitrile Gloves Reduce Hand Fatigue During Long Shifts
Advanced grip nitrile gloves reduce hand fatigue by 20-25% during long shifts by decreasing the gripping force required to securely hold wet or oily objects. This reduction in sustained muscle tension prevents the cumulative strain that causes hand, wrist, and forearm discomfort during 8-12 hour work periods.
Mechanism of fatigue reduction:
Hand fatigue during repetitive gripping tasks results from sustained muscle contraction in the forearm flexors and hand intrinsic muscles. When gloves slip or feel insecure, workers instinctively increase gripping force by 30-50% to compensate. This excessive force, maintained over thousands of grip cycles per shift, causes muscle fatigue, reduced blood flow, and eventual pain.
Advanced grip gloves allow workers to maintain secure holds with less force because the enhanced friction coefficient does the work that muscle tension would otherwise provide. Studies of assembly line workers show that grip force decreases by an average of 25% when switching from standard textured to sandy-finish gloves in wet conditions, with corresponding reductions in reported hand discomfort.
Fatigue reduction by application:
- Precision assembly: 15-20% reduction (frequent light gripping of small parts)
- Automotive repair: 25-30% reduction (sustained gripping of oily tools)
- Food processing: 20-25% reduction (constant handling of wet, slippery products)
- Laboratory work: 10-15% reduction (intermittent handling of glass and instruments)
Additional factors affecting fatigue:
Glove fit: Properly fitted gloves reduce fatigue by an additional 10-15% compared to loose gloves, independent of grip technology. Excess material requires extra effort to manipulate and creates pressure points.
Glove thickness: Thicker gloves (8+ mil) increase fatigue by requiring more hand opening force during repetitive gripping. Each grip cycle requires 15-20% more effort to overcome material stiffness.
Shift duration: Fatigue reduction benefits compound over time. The difference between standard and advanced grip gloves is minimal in the first 2 hours but becomes pronounced after 4-6 hours as cumulative strain accumulates.
Task repetitiveness: High-repetition tasks (over 100 grips per hour) show greater fatigue reduction benefits than intermittent gripping tasks.
Measuring fatigue reduction in your environment:
Conduct a simple before-and-after assessment:
- Survey workers about hand discomfort at end of shift (scale 1-10) with current gloves
- Switch to advanced grip gloves for 2-week trial period
- Re-survey workers using same scale
- Calculate average discomfort reduction
Most facilities report 1.5-2.5 point reductions on a 10-point scale, corresponding to 15-25% improvement in comfort.
Cost justification through fatigue reduction:
Reduced hand fatigue provides measurable business benefits beyond worker comfort:
- Productivity: Less fatigued workers maintain consistent pace throughout shifts (3-5% productivity gain)
- Quality: Reduced fatigue decreases error rates and dropped parts (5-10% quality improvement)
- Safety: Less fatigue reduces injury risk from loss of grip control (10-20% fewer incidents)
- Retention: Improved comfort reduces turnover in physically demanding roles (difficult to quantify but significant)
For roles involving sustained wet or oily handling over 4+ hour periods, the fatigue reduction benefits of advanced grip gloves typically justify the 20-30% cost premium through improved productivity, quality, and worker satisfaction.
Are Sandy Surface Nitrile Gloves Suitable for Food Handling
Sandy surface nitrile gloves are suitable for food handling if they meet FDA food-contact requirements and carry appropriate certifications, which many sandy-finish gloves do. The textured surface actually provides advantages in food processing environments where products are wet, oily, or slippery.
Food safety requirements:
For food handling use, nitrile gloves must:
- Comply with FDA 21 CFR 177.2600 (rubber articles for food contact)
- Be manufactured in facilities following Good Manufacturing Practices (GMP)
- Contain no prohibited substances or excessive extractables
- Carry certifications from recognized testing bodies (NSF, ASTM)
Most major manufacturers offer sandy-finish nitrile gloves specifically certified for food contact. The sandy coating itself is typically made from food-grade nitrile or similar approved materials. However, not all sandy-finish gloves are food-safe, so verification of certification is essential before use.
Advantages in food processing:
Improved grip on wet products: Meat, poultry, fish, and produce are often wet or covered in natural oils. Sandy-finish gloves reduce drop rates by 30-40% compared to smooth or lightly textured gloves, decreasing product waste and contamination risk.
Better knife control: Food processing workers using knives benefit from secure grip on wet handles, reducing slip-related cuts. Facilities report 15-25% fewer knife-related injuries after switching to advanced grip gloves.
Reduced hand fatigue: Processing line workers handle thousands of products per shift. The reduced gripping force required with sandy-finish gloves decreases hand fatigue and associated repetitive stress injuries.
Longer wear time: Sandy finishes maintain grip performance longer than smooth gloves in wet conditions, potentially allowing extended wear periods (within food safety guidelines) and reducing glove consumption.
Considerations for food handling:
Particle shedding: Some sandy-finish gloves may shed microscopic particles, which is unacceptable in certain food applications. Choose gloves specifically tested for low particulate generation if this is a concern.
Texture transfer: Aggressive textures can leave imprints on soft foods like baked goods or delicate produce. For these applications, lighter texturing or smooth gloves may be preferable.
Cleaning and sanitizing: Sandy textures can trap food particles and bacteria if gloves are reused (not recommended). Ensure gloves are used as single-use disposable items in food processing.
Temperature resistance: Verify that sandy-finish gloves maintain grip and integrity at your processing temperatures. Some coatings may soften or harden at temperature extremes.
Application-specific recommendations:
- Meat and poultry processing: Sandy-finish gloves strongly recommended for wet, slippery products
- Produce handling: Light texturing sufficient for most applications; sandy finish for wet-washed items
- Bakery: Smooth or light texturing preferred to avoid marking products
- Seafood processing: Sandy-finish gloves essential for extremely slippery fish and shellfish
- Food service and preparation: Standard textured gloves usually adequate; sandy finish for high-volume wet prep
When selecting gloves for food handling, prioritize food-safety certification first, then choose the grip technology that best matches your products and processes. For more detailed guidance, see our article on choosing nitrile gloves for cooking.
What Makes Nitrile Gloves Grip Better in Oil Versus Water
Nitrile gloves grip better in oil versus water when they use polymer coatings formulated to repel oils while maintaining high friction, whereas water-optimized gloves use sandy or micro-textured surfaces that displace water films through dense contact points. The key difference lies in how each contaminant behaves at the glove-object interface.
Water grip mechanics:
Water has low viscosity and high surface tension, causing it to form thin, continuous films between surfaces. These films act as lubricants, dramatically reducing friction. Effective water grip requires:
- High contact point density: Sandy finishes with 0.1-0.3mm spacing prevent continuous water films from forming
- Drainage channels: Texture patterns must allow water to escape from contact zones
- Hydrophobic surface treatment: Some gloves use chemical treatments that cause water to bead and run off rather than spreading into films
Water-optimized gloves typically achieve friction coefficients of 0.8-0.9 on wet surfaces, compared to 0.3-0.4 for smooth gloves.
Oil grip mechanics:
Oils have higher viscosity and lower surface tension than water, causing them to spread into thicker, more persistent films. Oil molecules also have greater affinity for both nitrile and most work surfaces, making them harder to displace. Effective oil grip requires:
- Chemical resistance: Polymer coatings that don’t absorb or swell when exposed to oils
- Oleophobic properties: Surface treatments that cause oils to bead rather than spread
- Aggressive texture: Coarser patterns (0.5-1.0mm) that can penetrate through thicker oil films
- Material selection: Specific polymer formulations (nitrene, silicone-modified) that maintain friction in oil
Oil-optimized gloves typically achieve friction coefficients of 0.7-0.8 on oily surfaces, compared to 0.2-0.3 for standard textured gloves.
Performance comparison by contaminant:
| Contaminant Type | Sandy Finish Performance | Polymer Coating Performance | Optimal Choice |
|---|---|---|---|
| Water only | Excellent (0.8-0.9) | Good (0.6-0.7) | Sandy finish |
| Light cutting oil | Very good (0.7-0.8) | Excellent (0.8-0.9) | Either works |
| Motor oil | Good (0.6-0.7) | Excellent (0.8-0.9) | Polymer coating |
| Heavy grease | Fair (0.5-0.6) | Very good (0.7-0.8) | Polymer coating |
| Hydraulic fluid | Good (0.6-0.7) | Excellent (0.8-0.9) | Polymer coating |
| Food oils | Very good (0.7-0.8) | Good (0.6-0.7) | Sandy finish |
Mixed contaminant environments:
Many work environments expose gloves to both water and oil. In these cases:
- Primarily water with occasional oil: Choose sandy finish; adequate for light oil exposure
- Primarily oil with occasional water: Choose polymer coating; adequate for water exposure
- Equal water and oil exposure: Choose polymer coating for better overall performance
- Frequent contaminant changes: Consider having both glove types available for different tasks
Chemical composition effects:
Different oil types require different grip technologies:
- Petroleum-based oils: Silicone-modified polymer coatings work best
- Synthetic oils: Nitrene-based polymer coatings provide superior resistance
- Vegetable oils: Sandy finishes perform well; less aggressive than petroleum oils
- Cutting fluids: Performance depends on oil concentration; water-based fluids favor sandy finish
Testing grip performance:
To determine which glove type works best for your specific contaminants:
- Obtain samples of both sandy-finish and polymer-coated gloves
- Apply your actual work contaminants to typical work surfaces
- Test grip security with representative parts and tools
- Evaluate over full shift duration (grip may degrade differently over time)
- Gather worker feedback on feel and confidence
For applications involving heavy oils and greases, polymer-coated gloves consistently outperform sandy finishes. For water-dominant environments with light oils, sandy finishes provide better dexterity at lower cost. Understanding your contaminant profile is essential for optimal glove selection.
Frequently Asked Questions
How long do sandy-finish nitrile gloves maintain their grip in wet conditions?
Sandy-finish nitrile gloves maintain effective grip for 2-4 hours of continuous wet handling before texture wear becomes noticeable. In intermittent wet conditions, they can last 6-8 hours. Replace gloves when you notice reduced grip security or visible texture flattening.
Can I use the same advanced grip gloves for both wet and dry tasks?
Yes, advanced grip gloves work well in both wet and dry conditions. However, they may feel slightly “grabby” on dry materials compared to smooth gloves, which some workers find less comfortable for dry-only tasks. The grip advantage in wet conditions typically outweighs this minor dry-condition drawback.
Do sandy-finish gloves work with touchscreens?
Most sandy-finish gloves do not work with capacitive touchscreens unless specifically designed with conductive materials. If touchscreen operation is required, look for gloves labeled “touchscreen compatible” that incorporate conductive fibers into the sandy coating.
Are advanced grip gloves available in different colors?
Yes, sandy-finish and polymer-coated gloves are available in multiple colors including blue, black, orange, and white. Color choice is often driven by industry standards (blue for food processing, black for automotive) or contamination visibility requirements.
How do I know if my gloves are food-safe certified?
Food-safe gloves will have FDA compliance statements on the packaging, typically referencing 21 CFR 177.2600. Look for additional certifications from NSF or similar testing organizations. If certification information isn’t clearly visible, contact the manufacturer before using gloves for food contact.
Can advanced grip gloves be used with chemical disinfectants?
Most nitrile gloves with advanced grip coatings resist common disinfectants including alcohol, quaternary ammonium compounds, and diluted bleach. However, prolonged exposure to strong chemicals may degrade grip coatings faster than base nitrile. Check manufacturer chemical resistance charts for specific disinfectants.
Do thicker gloves with advanced grip provide better protection?
Thicker gloves provide better puncture and abrasion resistance but not necessarily better grip. A 4 mil glove with sandy finish typically grips better than an 8 mil glove with basic texturing because the thinner material conforms better to object contours. Choose thickness based on protection needs, then select grip technology within that thickness range.
Why do some advanced grip gloves cost three times more than standard gloves?
Premium pricing reflects specialized manufacturing processes (multi-stage coating application), higher-quality nitrile formulations, additional certifications (food-safe, cleanroom), and lower production volumes. However, most advanced grip gloves cost only 20-35% more than standard textured gloves, not three times more. Extremely high prices may indicate specialty applications like chemical resistance or extended cuff lengths.
Can I wash and reuse disposable nitrile gloves with advanced grip?
No, disposable nitrile gloves are designed for single-use only. Washing degrades the material, compromises barrier protection, and can harbor bacteria in texture patterns. For applications requiring reusable gloves, consider industrial-grade nitrile gloves designed for multiple uses with proper cleaning protocols.
Do advanced grip gloves reduce the risk of carpal tunnel syndrome?
Advanced grip gloves reduce hand fatigue by decreasing required gripping force, which may lower the risk of repetitive strain injuries including carpal tunnel syndrome. However, they are not a substitute for proper ergonomics, task rotation, and rest breaks. Use them as part of a comprehensive hand health program.
Are there eco-friendly options for advanced grip nitrile gloves?
Some manufacturers now offer nitrile gloves made with bio-based materials or designed for easier recycling, though these remain less common than standard petroleum-based nitrile. Advanced grip coatings are typically compatible with these eco-friendly base materials. Check with manufacturers for specific sustainable product lines.
How do I store advanced grip gloves to maintain their performance?
Store nitrile gloves in cool, dry conditions away from direct sunlight and ozone sources (electric motors, UV lights). Keep them in original packaging until use. Properly stored gloves maintain performance for 3-5 years. Avoid storage near solvents or strong chemicals that could contaminate gloves through packaging.
Conclusion
Nitrile glove grip innovations beyond micro-texturing, particularly sandy surfaces and polymer coatings, represent significant advances for workers handling wet and oily materials. These technologies deliver 30-40% better grip performance than traditional textured gloves by creating denser contact points, displacing liquid films more effectively, and maintaining friction in challenging conditions.
The key to successful implementation is matching grip technology to your specific application. Sandy-finish gloves excel in water-dominant environments and precision assembly work where dexterity matters most. Polymer-coated gloves handle heavy oils and chemicals better but sacrifice some tactile sensitivity. Hybrid designs combining both technologies offer balanced performance for mixed-contaminant environments.
When evaluating advanced grip gloves, consider the total cost of ownership rather than just purchase price. The 20-30% premium typically pays for itself through reduced drop rates, fewer injuries, decreased hand fatigue, and improved productivity. Calculate your break-even point based on the value of handled materials, incident costs, and labor efficiency gains.
Action steps for implementation:
- Identify your primary contaminants (water, light oil, heavy oil, chemicals) and typical handling tasks
- Request sample packs of sandy-finish and polymer-coated gloves in appropriate thickness ranges
- Conduct trials with actual work materials and gather worker feedback on comfort and performance
- Calculate cost-benefit based on your drop rates, material values, and safety incident history
- Start with a pilot program in your highest-risk or highest-value operations
- Monitor performance metrics (drop rates, injuries, productivity) for 30-60 days
- Expand to additional operations based on demonstrated ROI
For most industrial, automotive, food processing, and precision assembly applications involving wet conditions, upgrading to advanced grip technology delivers measurable improvements in safety, quality, and worker comfort. The investment in better gloves is small compared to the costs of dropped parts, injuries, and reduced productivity from inadequate hand protection.
As grip technology continues to evolve, expect to see further innovations including smart coatings that adapt to different contaminants, antimicrobial treatments integrated into grip surfaces, and sustainable materials that maintain high performance. Staying informed about these developments and periodically reassessing your glove selection ensures your workers have the best tools for safe, efficient handling in challenging conditions.
SEO Meta Title: Nitrile Glove Grip Innovations: Sandy Surfaces for Wet